Курсовая работа: Проект механического цеха
После определения потребного количества станков по каждой операции и коэффициентов их загрузки построим график загрузки оборудования по времени.
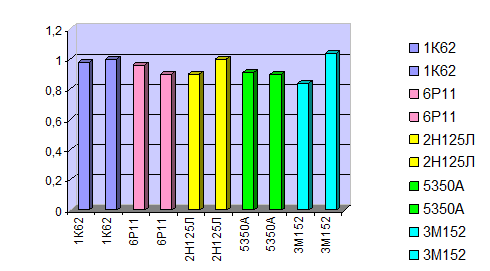
Рисунок 2.1 – График загрузки оборудования по времени
Таким образом, учитывая средний коэффициент загрузки 0.94, можно сказать, что всё оборудование загружено работой и превышает средний норматив.
2.2 Обоснование производственной структуры цеха
Технологический процесс, выбранная форма специализации, порядок движения деталей обуславливают организацию участков в цехе. Число участков можно определить по соотношению
Куч = Ср / Смаст (2.2.1)
где Куч – число участков в цехе;
Ср – число рабочих мест в цехе;
Смаст – число рабочих мест, обслуживаемых одним мастером (Смаст = 25).
Число рабочих мест в цехе принимаем равным количеству станков в цехе.
Куч = 46/25 = 1,84 = 2 участка
В проекте необходимо предусмотреть вспомогательное оборудование. Важной частью производственной структуры цеха является состав вспомогательных и обслуживающих подразделений. К ним относятся: участок ремонта оборудования и технологической оснастки, участок централизованной заточки инструмента. Проектируемый цех по размеру относится к малым, т. к. в нем установлено менее 100 станков, Спр. = 50. Для небольших цехов организуются только заточные отделения, ремонтные базы не предусматриваются. Ремонт, техническое обслуживание оборудования выполняют РМЦ и ремонтные службы цехов.
Для укрупненных расчетов число заточных станков принимается в процентах от числа станков, обслуживаемых заточным отделением. Принимаем 4%.
Сзат. = (46*4)/100 = 1,84 = 2 станка
2.3 Организация процесса производства во времени
Необходимо определить вид движения партий деталей и выполнить расчет длительности производственного цикла.
Существует три вида движения партий деталей в производстве:
- последовательный, когда партия деталей передается на следующую операцию после окончания обработки всей партии деталей на предыдущей операции;
- параллельный, когда небольшие передаточные партии (отдельные детали) передаются на последующую операцию сразу после их обработки на предыдущей операции, не ожидая окончания обработки всей партии;
- параллельно-последовательный, сочетающий признаки последовательного и параллельного видов движения.
Принятие в проекте того или иного вида движения партий деталей должно обеспечивать минимальную длительность производственного цикла.
Длительность производственного цикла определяется по следующим формулам
при последовательном виде движения
Тпосл = n![]() tк / с + tест + m * tм.о (2.3.1)
tк / с + tест + m * tм.о (2.3.1)
при параллельном виде движения
Тпар = (n – p) · (tк / с)max + P · ![]() tк / с + tест + m * tм.о (2.3.2)
tк / с + tест + m * tм.о (2.3.2)
при параллельно-последовательном виде движения
Тп.п. = n · ![]() · tк / с – (n – p) ·
· tк / с – (n – p) · ![]() · (tк / с)кор + tест + m * tм.о (2.3.3)
· (tк / с)кор + tест + m * tм.о (2.3.3)