Курсовая работа: Проектирование электрического пищеварочного котла емкостью 250 дм3
Электроизоляционные материалы не должны содержать веществ, которые при температуре 900 – 1100°С могут вступать в химические реакции с нагревательными элементами. Кроме эго, они должны обладать высокой электрической и механической прочностью, иметь хорошую теплопроводность и малую влагопоглощаемость, обладать способностью противостоять резким колебаниям температуры. Этим требованиям отвечают периклаз (плавленая окись магния), кварцевый песок, шамот (прокаленная и измельченная огнеупорная глина), слюда, кварцевое стекло, фарфор и керамика.
Максимальной рабочей температурой является: для периклаза – 1400 – 1700° С, шамота – 1400 – 1500, фарфора – 500 – 600° С.
1.4 Направления развития конструирования
Анализ конструктивных и эксплутационных особенностей таких серийно выпускаемых аппаратов массового производства, как пищеварочные котлы, позволяет сделать вывод о чрезмерной разнотипности их конструкций, которая приводит к тому, что аппараты имеют мало общих узлов и деталей в пределах своего типоразмерного ряда.
Например, котлы емкостью 40 и 60 литров на электрическом обогреве имеют несколько модификаций и коренным образом отличаются от котлов емкостью 100, 160 и 250 л.
Еще большие различия наблюдаются при изготовлении аппаратов одного и того же технического назначения, но при использовании разных видов обогрева: пар, газ, электроэнергия и твердое топливо.
Это обстоятельство сводит к минимуму возможность унификации, уменьшения металлоемкости и упрощения изготовления аппаратов.
Принцип модулирования приобрел широкое распространение как в нашей стране, так и за рубежом. Современные горячие цеха оснащаются модульными аппаратами, скомплектованными в линии.
Однако этот принцип требует нового конструктивного оформления аппарата, оказывает влияние на его выходные параметры с технико-экономические показатели. Расчеты показывают, чем больше модуль, тем труднее конструировать аппарат, но тем больше возможность унификации узлов и деталей.Оценивая серийные тепловые аппараты, сконструированные не по модульному принципу, можно выявить следующие недостатки:
- малая степень унификации;
- усложненная технология изготовления;
- низкие эргономические показатели;
- увеличенная производственная площадь.
При сопоставлении металлоемкости серийных котлов за сравнительную единицу принимают массу котла, отнесенную к единице его емкости – кг/дм3 .
Расчеты показывают, что при использовании листоканальных панелей средний коэффициент уменьшения удельной металлоемкости панельного котла по отношению к серийному составляет Р=0,55.
Как показывает анализ, панельные котлы превосходят серийные по следующим показателям: металлоемкости, технологичности при изготовлении, эргономичности благодаря приспособленности к функциональной таре, возможности унификации в результате применения одинаковых панельных эффектов, надежности в следствии жесткости панельных систем, к.п.д.
Следует также отметить, что панельный принцип применим к достаточно широкому кругу тепловых аппаратов, перспективен при создании новых аппаратов периодического действия и трансформаторов; дает возможность по меньшей мере на 50% улучшить качество аппаратов, включая такие их показатели, как металлоемкость, степень унификации, технологичность, эргономичность, упрощает заводскую оснастку и производство.
2 .Описание проектируемого аппарата
2.1 Структурная схема
Принципиальная схема устройства электрического котла показана на рисунке 1
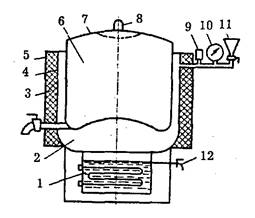
Рисунок 1 – Принципиальная схема устройства электрического котла
1 – парогенератор; 2 – паровая рубашка; 3 – тепловая изоляция; 4 – корпус; 5 – кожух; 6 – варочный сосуд; 7 – крышка; 8 – клапан-турбинка; 9 – двойной предохранительный клапан; 10 – манометр; 11 – наполнительная воронка; 12 – клапан уровня
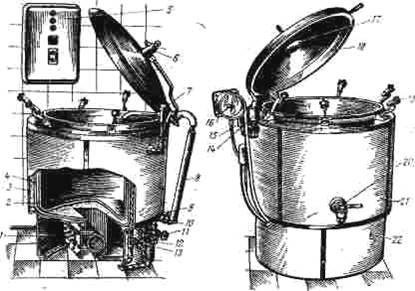
Рисунок 2 – Электрический котел КПЭ-250:
1 –крышка; 2 – варочный сосуд; 3 – теплоизоляция; 4 –пароводяная рубашка; 5 –станция управления; 6 – клапан-турбинка ; 7 – патрубок; 8 – противовес 9 –кран уровня; 10 – пароотводная трубка; 11 – вентиль (отвода пара); 12,13 – рукоятки вентилей подачи воды; 14 –наполнительная воронка; 15 –двойной предохранительный клапан; 16 – электроконтактный манометр; 17 – отражатель; 18 – двухстенная крышка; 19 – прижимные болты; 20 – сливной кран; 21 – наружный корпус; 22 – постамент.
Котел (рис. 2) состоит из варочного сосуда, выполненного из нержавеющей стали, наружного корпуса из листовой конструкционной стали, облицовки и постамента. Замкнутое пространство между варочным сосудом и наружным корпусом служит пароводяной рубашкой.
В пространстве между наружным корпусом и облицовкой уложена теплоизоляция. К нижней части наружного корпуса приварен корпус парогенератора, в котором на отдельном щитке смонтированы шесть трубчатых электронагревателей (тэнов).
Варочный сосуд закрывается откидной, закрепленной на валу шарнира двустенной крышкой, уравновешенной противовесом. Плотное прилегание крышки обеспечивается прокладкой из термостойкой пищевой резины, уложенной в канавке крышки, и накидными винтами. Для слива промывочных вод из варочного сосуда имеется сливной кран с сеткой.