Курсовая работа: Проектирование шарообразного резервуара
Повысить производительность процесса и качество сварного соединения можно путем автоматической сварки под флюсом двумя и более электродами. Различают многоэлектродную и многодуговую сварку. При многоэлектродной сварке все электроды присоединены к одному полюсу источника питания. При многодуговой сварке каждый из электродов подсоединен к отдельному источнику питания и они электрически изолированы друг от друга.
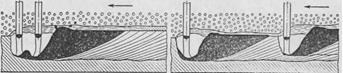
Существуют две разновидности многодуговой сварки: сварка в общую ванну, когда расплавляемый всеми дугами металл образует единую ванну, кристаллизующуюся как одно целое (рисунок 5, а); сварка в раздельные ванны, или, как ее называют, сварка раздвинутыми дугами, в этом случае каждая дуга образует свою ванну и последующая дуга расплавляет уже закристаллизовавшийся слой, сваренный предыдущей дугой (рисунок 5, б). Многоэлектродная сварка ведется только в общую ванну.
а) б)
Рисунок 5 - Сварка двумя дугами (стрелкой показано направление сварки):
а) - в общую ванну;
б) – в раздельные ванны.
5. Характеристика стыковых многослойных швов
Если проплавляющая способность источника теплоты не обеспечивает возможности провара основного металла с одной или двух сторон на всю толщину, то производят специальную подготовку свариваемых кромок. В этом случае между соединяемыми элементами оставляют пространство, позволяющее приблизить источник теплоты к самой отдаленной от поверхности точке основного металла. Достигается это за счет скоса кромок с оставлением небольшого нескошенного участка - притупления, которое проплавляется в процессе сварки (рисунок 6, а—г).
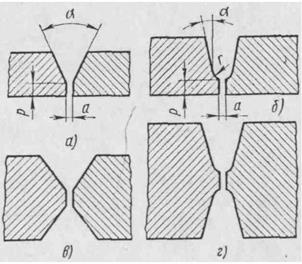
Рисунок 6 - Форма разделки кромок, применяемая при дуговой сварке многослойных швов:
а) – V-образная;
б) – рюмкообразная;
в) – Х-образная;
г) – двойная рюмкообразная.
К многослойной сварке со скосом кромок даже для толщин, которые могут быть сварены в один слой, прибегают и в тех случаях, когда отсутствуют источники питания достаточной мощности, необходимо уменьшить долю основного металла в металле шва (например, при сварке среднеуглеродистых, среднелегированных и других марок стали), создать благоприятный термический цикл или снизить вероятность образования дефектов и пр. Очевидно, что такое решение вопроса менее целесообразно, чем сварка без разделки кромок, так как в этом случае искусственно удаляется часть основного металла, а образовавшаяся полость заполняется другим, более дорогим, электродным или присадочным металлом. При этом металл шва на 60—80% состоит из электродного и только на 20—40% из основного металла. Производительность сварки существенно снижается.
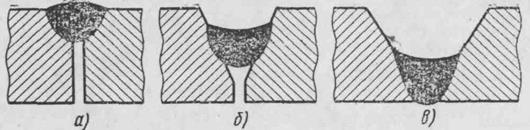
Рисунок 7 - Размещение шва при различной подготовке кромок:
а) – без скоса кромок;
б) – с малым углом скоса кромок;
в) – с оптимальным углом скоса кромок.
Условия, благодаря которым осуществляется провар корня шва при многослойной сварке, ясны из схем, приведенных на рисунке 7. При сварке без разделки кромок при данной мощности источника нагрева шов будет формироваться так, как показано на рисунке 7,а. Если раздвинуть кромки на расстояние, превосходящее ширину шва, то при той же мощности источника нагрева шов погрузится в разделку до такого положения, при котором ширина его совпадет с шириной разделки (рисунок 7,б).
При увеличении угла раскрытия кромок произойдет дальнейшее понижение уровня сварочной ванны и при той же мощности источника нагрева и форме шва будет достигнут провар соединяемых деталей в корне шва (рисунок 7,в). При малом угле разделки кромок трудно обеспечить провар и при многослойном шве.
Кромки под сварку разделывают путем удаления части металла по плоскости, расположенной под некоторым углом к вертикальной оси (V-образная разделка кромок, рисунок 6,а), или же по специально подобранной криволинейной поверхности (рюмкообразная разделка кромок, рисунок 6,б). Характер подготовки кромок под сварку при V-образной разделке определяется углом раскрытия кромок ![]() или углом скоса кромок
или углом скоса кромок ![]() , величиной притупления
, величиной притупления ![]() и расстоянием (зазором) между свариваемыми деталями а (рисунок 6, а).
и расстоянием (зазором) между свариваемыми деталями а (рисунок 6, а).
Угол раскрытия кромок выбирают с таким расчетом, чтобы были обеспечены провар вершины угла притупления и оптимальный коэффициент формы провара. При малом угле раскрытия возможны непровар вершины угла (рисунок 7,б) и возникновение кристаллизационных трещин. Последнее связано с тем, что для достижения провара при этих условиях слой должен иметь малый коэффициент формы. Угол раскрытия кромок практически не зависит от толщины свариваемого металла и мало зависит от способа сварки. При любой толщине необходимо создать условия для качественного выполнения первого слоя.
Форма подготовки кромок при рюмкообразной разделке определяется величиной притупления ![]() и величиной зазора а, назначаемыми из тех же соображений, что и для V-образной разделки, радиусом
и величиной зазора а, назначаемыми из тех же соображений, что и для V-образной разделки, радиусом ![]() , изменяемым в пределах 5—8 мм, и углом скоса кромок
, изменяемым в пределах 5—8 мм, и углом скоса кромок ![]() , равным 10—14°. По условиям формирования металла первого слоя и по сечению разделки предпочтительна рюмкообразная подготовка кромок. Однако в этом случае увеличивается сложность подготовки под сварку и требуется более точное направление электрода по оси соединения для обеспечения провара кромок.
, равным 10—14°. По условиям формирования металла первого слоя и по сечению разделки предпочтительна рюмкообразная подготовка кромок. Однако в этом случае увеличивается сложность подготовки под сварку и требуется более точное направление электрода по оси соединения для обеспечения провара кромок.
Параметры различных видов разделки и выбор способов подготовки кромок для различных методов дуговой сварки регламентированы ГОСТ 8713-70, 14771-69 и 5264-69.
6. Расчёт толщины стенки резервуара
При изготовлении сферического резервуара применяют сталь 15ХСНД:
Её предел прочности sв =520мПа, предел тякучести sт =350 мПа.
Допустимое напряжение можно определить: