Курсовая работа: Производственная система OPТ (логистика на транспорте)
Теория ограничений рассматривает организацию как целостную систему. В любой системе есть элементы, определяющие ее конечные возможности. Эти элементы называются ограничениями. Системный подход Теории ограничений позволяет их выявить и через управление ими добиться быстрых и устойчивых результатов.
Теория ограничений в действии:
Повышение своевременности выполнения заказов на 43% Сокращение производственного цикла на 70% Увеличение объемов продаж на 63% Снижение объема запасов на 49% Совокупное улучшение финансовых результатов на 73%
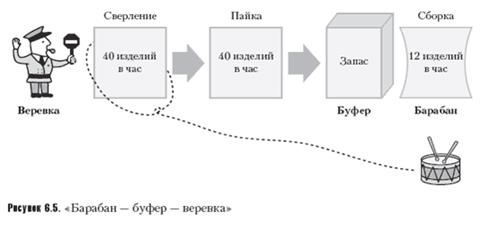
Метод "Барабан - буфер - веревка".
Итак, что именно понимается под ограничением? Ограничение - это то, что мешает системе работать на более высоком уровне. В контексте производства ограничение, или узкое место, - это все то, что не позволяет компании производить столько продукции, сколько ей требуется. Отметим, мы не сказали "производить столько продукции, сколько возможно". Может быть, и не требуется производить столько, сколько возможно, для достижения целей. Ограничивающий ресурс - это единица оборудования, участок, инструмент, работник или даже устоявшаяся политика предприятия, которые препятствуют большей производительности.
В процессе производства осуществляется несколько этапов, на которых различные сырьевые материалы и комплектующие подвергаются операциям обработки и сборки готового изделия. Каждый этап данного процесса характеризуется своими производственными возможностями, или производственной мощностью. Компании нередко рассматривают каждый этап по отдельности, вместо того чтобы взять весь процесс в целом. Многие предложения по усовершенствованию нацелены на повышение эффективности только одного или нескольких этапов производственного процесса. В сущности, большинство методов оценки эффективности работы организации и ее руководителей основываются на оценке эффективности, или производительности, отдельных этапов процесса. В теории ограничений такой способ мышления считается в корне неверным.
На рисунке 3 показана последовательность этапов производства с указанием мощности каждого участка. Участок сверления является ограничением (узким местом), поскольку именно он сдерживает производительность всей системы. Для более ясного понимания ситуации рассмотрим ее подробнее.
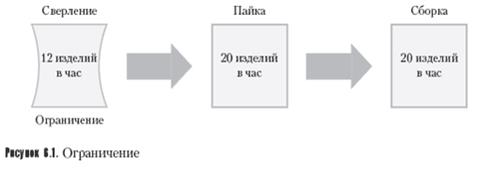
Теория ограничений утверждает, что необходимо рассматривать всю систему в целом и что оптимизация одного этапа процесса необязательно приведет к достижению цели. Многим трудно принять такое положение, однако если вы оглянетесь и подумаете, то найдете в нем смысл. Возьмем пример - простой трехстадийный процесс сверления, пайки и сборки модели XL 10 . В данном случае мощности каждого этапа составляют: для процесса сверления - 12 изделий в час (по пять минут на одно изделие), процесса пайки - 20 изделий в час (по три минуты на одно изделие), процесса сборки - также 20 изделий в час.
Максимальная производительность этого трехстадийного процесса составляет 12 изделий в час, то есть равна уровню производительности первой стадии - процесса сверления. Даже если бы существовала возможность удвоить производительность процесса пайки, установив дополнительное оборудование, - об этом не стоит и думать. Увеличение производительности процесса пайки абсолютно не скажется на общей производительности системы. Для увеличения общей производительности необходимо увеличить мощность процесса сверления, поскольку именно эта часть системы характеризуется наименьшей производственной мощностью.
Возможно, вы по-прежнему думаете, что если производительность последнего звена в цепочке составляет 20 изделий в час, то и производительность системы такая же. Проанализируем процесс еще раз. Изделия покидают участок сверления со скоростью 12 изделий в час, следовательно, и поступают на участок пайки с той же скоростью. На участке сборки может обрабатываться 20 изделий в час, однако поступают на него лишь 12 штук в час. Соответственно, покидают эту стадию каждый час все те же 12 изделий. Участок сборки мог бы обрабатывать 20 изделий в час, если бы они поступали на участок в таком количестве, однако этого не происходит.
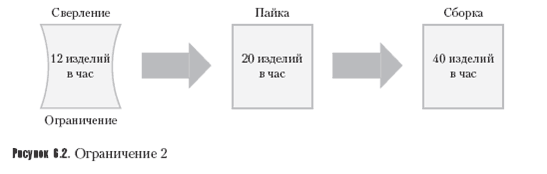
На рисунке 4 показана система с увеличенной мощностью процесса сборки. Нетрудно заметить, что ограничение сохраняется на прежнем участке, так что усилия по увеличению мощности процесса сборки затрачены даром.
Даже при создании запаса, ситуация останется точно такой же. Допустим, мы сформировали запас изделий и пустили его в производство на стадиях пайки и сборки, чтобы данные участки работали с номинальной производительностью.
Итак, что получится при наличии запаса? На участке сборки можно обрабатывать 40 изделий в час, 80 изделий готово к обработке. Таким образом, 40 штук будут сходить каждый час с производственной линии. Рассматривая только процесс сборки, увидим, что можно было бы работать с максимальной производительностью в течение двух часов.
Ситуация представлена на рисунке 5 .
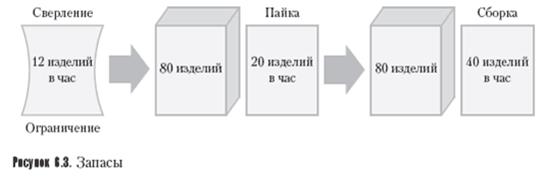
На участке пайки можно обрабатывать 20 изделий в час, 80 изделий готово к обработке. Значит, данный участок может работать с максимальной производительностью в течение четырех часов. При максимальной производительности процесса каждый час 20 изделий покидают участок пайки и поступают на участок сборки. За два часа накопится 40 единиц, ожидающих поступления на участок сборки. Обработка исходных 80 изделий займет два часа на участке сборки, так что на момент завершения их обработки еще 40 изделий будут ожидать своей очереди на данном участке. Значит, сборка будет работать с максимальной производительностью в течение трех часов.
При наличии сформированного запаса участок сборки может работать с максимальной производительностью в течение трех часов, а участок пайки - в течение четырех часов. Через три часа участок сборки уже не сможет работать с максимальной производительностью, весь запас будет израсходован, и мы останемся с тем количеством, которое поступает с участка пайки, а это 20 изделий в час. После трех часов работы участок пайки все еще работает с максимальной производительностью, а участок сборки - с производительностью 20 единиц в час, несмотря на то что может обрабатывать 40. А что произойдет через четыре часа работы? На участке пайки закончится запас изделий, и работа его снова будет ограничена тем количеством, которое поступает с участка сверления (12 изделий в час). Итак, через четыре часа работы возвращаемся к производительности в 12 изделий в час, что является пределом по ограничивающему ресурсу. Как получились запасы? Чтобы их создать, на некоторое время нужно замедлить или прекратить работу оборудования. Если оборудование простаивает, то продукция не выпускается. Поскольку некоторое время выхода продукции нет, а затем в течение нескольких часов работа идет с повышенной производительностью, то средняя производительность составит все те же 12 или менее изделий в час. Если ограничивающий ресурс работает постоянно, а другие ресурсы функционируют без длительных перерывов, система дает 12 единиц в час. В случае простоя ограничивающего ресурса или его работы с меньшей производительностью снижается производительность всей системы.
Теперь изменим мощности процессов - рисунок 6.

Теперь, отправив изделия в производство, можно будет обрабатывать по 40 изделий в час на участках сверления и пайки, однако, когда они достигнут стадии сборки, мощность снизится. Полуфабрикаты начнут скапливаться на участке сборки. Более того, будут обрабатываться различные виды изделий, так что накопятся запасы разных полуфабрикатов. Как заставить систему функционировать наиболее эффективно? Чисто теоретически можно увеличить ограничивающий ресурс. Однако, на практике надо учесть, что производительность последнего участка может быть и не 12 изделий в час (плановые и внеплановые простои оборудования). В этом случае необходимо исследовать причину прежде всего этих простоев. А во-вторых, необходимо помнить о спросе. Продаете ли вы столько-сколько производите? Или продукция идет в запас?
Как уже отмечалось, от ограничивающего ресурса зависит общая производительность системы. Ограничивающий ресурс (или узкое место) - это барабан , который определяет темп.
В методе "Барабан - буфер - веревка" барабан задает ритм работы для всей системы. Барабан является ограничением, узким местом в системе, поскольку это наименее производительная стадия. Как видно на примере (Рис.6), участок сборки определяет темп для всего производственного процесса. Мы будем использовать этот "барабан" и с его помощью контролировать себя, чтобы избежать перегрузки системы или создания нежелательных запасов.
Теперь рассмотрим буфер. Это буферные запасы, то есть количество запасов, которое вы содержите перед барабаном. Если барабан, или ограничивающий ресурс, по какой-то причине простаивает, производительность всей системы снижается. Предназначение буфера - способствовать обеспечению участка-барабана материалами для работы, не допускать простоя. В нашем примере буфер будет создан перед участком сборки. Не следует накапливать слишком большие объемы запасов, поскольку это приводит к другим проблемам, но и не стоит допускать их нулевого уровня. Количество запасов нужно поддерживать на необходимом уровне путем производства большего или меньшего количества на предыдущих стадиях. Если мы захотим увеличить объем буфера, то увеличим скорость обработки или количество, которое обрабатывается в системе, пока не достигнем необходимого уровня. Если нужно уменьшить буфер - замедлим скорость производства или уменьшим количество обрабатываемых изделий.
И наконец, у есть веревка. Веревка связывает барабан, то есть операцию, задающую темп, с подачей материалов в производство. Веревка - это сигнал, с помощью которого ограничивают поток материалов в систему. При планировании поступления материалов в систему следует контролировать состояние ограничивающего ресурса (барабана) и буфера (буферов). Возможно, это нелегко принять, но могут быть такие периоды, когда в систему вообще не допускаются материалы или изделия для обработки. Некоторые станки или участки предприятия будут простаивать.
Итак, производительность всей системы равна производительности ограничивающего ресурса. Повышение производительности, качества работы, эффективности в любой другой части процесса - пустая трата времени и денег. Простои оборудования и незанятость персонала иногда необходимы. Это не значит, что люди могут сидеть и ничего не делать. Пока основная производственная работа на участке приостановлена, всегда найдется множество полезных дел. Работники могут заниматься техобслуживанием оборудования или уборкой помещений, проходить обучение или тренинг, помогать на других участках. Без сомнения, можно предложить множество идей, чтобы с пользой занять работников.
При сложных организационных системах бывает сложно выявить ограничивающий ресурс. Тем не менее, наверное, есть догадки, где находится узкое место процесса. Если вы не уверены в правильности выводов, то первое, на что следует обратить внимание, - это область, где скапливаются запасы материалов. Рисунок 7 :