Курсовая работа: Производственная система OPТ (логистика на транспорте)
1. Управление материальным потоком в производственном процессе носит название логистики материалодвижения и осуществляется способами, основанными на двух принципиально различных подходах. Первый подход получил название "толкающая (выталкивающая) система", а второй - "тянущая (вытягивающая) система".
Производственные заделы. Для осуществления многопередельного производства необходим задел продукции на случай запаздывания доставки продукта между участками и цехами. При этом под заделом понимают запас полуфабрикатов, деталей или сборочных единиц, обеспечивающий бесперебойную работу всех производственных подразделений предприятия. По назначению заделы делятся на технологические, оборотные, транспортные и страховые.
Технологический задел - это детали и сборочные единицы, которые находятся непосредственно в обработке или на контроле. Его величину определяют числом рабочих мест и числом обрабатываемых ими контрольных партий деталей и сборочных единиц.
Оборотный задел представляет собой запас деталей и сборочных единиц, создаваемый на рабочих местах для организации непрерывной работы.
Транспортный задел - это совокупность деталей и сборочных единиц, которые в текущий момент находятся в процессе перемещения с одного рабочего места на другое или от одного производственного цеха (участка) к другому.
Страховой задел создается в производственной логистике при выходе из строя оборудования или при обнаружении брака на производстве, а также в других подобных случаях.
Толкающая система. Для осуществления процесса управления составляются различные производственные графики для всех этапов производственного процесса - как для изготовления узлов, агрегатов и комплектующих, так и для сборочного конвейера. В этом случае используется так называемая "толкающая" система, сущность которой заключается в следующем.
Толкающая система - это такая организация движения МП, при которой МП подается с предыдущей операции на последующую в соответствии с заранее сформированным жестким графиком. МП "выталкивается" с одного звена ЛС на другое.

Рис.1. Принципиальная схема толкающей системы
Толкающая система является традиционно используемой в производственных процессах. Каждой операции общим расписанием устанавливается время, к которому она должна быть завершена. Полученный продукт "проталкивается" дальше и становится запасом незавершенного производства на входе следующей операции. Т.е. такой способ организации движения МП игнорирует то, что в настоящее время делает следующая операция: занята выполнением совсем другой задачи или ожидает поступления продукта для обработки. В результате появляются задержки в работе и рост запасов незавершенного производства.
Наиболее известными апробированными логистическими моделями систем данного типа являются MRP-I, MRP-II и др.
"Толкающие" системы управления материальными потоками характерны для традиционных способов организации производства. Первые разработки логистических систем, адаптирующих традиционные и современные подходы, появились в 60-е гг. Логистическая организация производственно-хозяйственной деятельности с помощью этих систем стала возможной благодаря массовому распространению вычислительной техники и современных информационных технологий. Несмотря на то, что толкающие системы в состоянии управлять функционированием разной степени сложности производственно-хозяйственными механизмами, объединяя все их элементы в единое целое, в то же время они имеют ограниченные возможности. Характеристики передаваемого от звена к звену материального потока оптимальны в той степени, в какой центр управления способен его учесть, оценить и скорректировать. Основным недостатком данной системы является высокая стоимость программного, информационного и материально-технического обеспечения. Кроме того, при такой системе у предприятия должны иметься материальные запасы на всех стадиях производства, чтобы предотвратить сбои и приспособиться к изменениям спроса. Поэтому данная система предполагает создание внутренних статичных потоков между различными технологическими этапами, что часто приводит к замораживанию материальных средств, установлению излишнего оборудования и привлечению дополнительных рабочих.
Большинство систем управления производством принадлежат в настоящее время к выталкивающим, и чем крупнее такая система, тем характернее становится для нее следующее:
При резких изменениях спроса или задержках в процессе изготовления практически невозможно перепланировать производство для каждой его стадии. Следствием этого являются избыточные запасы или даже затоваривание.
Управленческому персоналу очень трудно детально разобраться во всех ситуациях, связанных с нормами выработки и параметрами материальных запасов. Следовательно, производственный план должен предусматривать создание избыточных страховых запасов.
Любые оперативные, срочные изменения размера партий выпускаемых изделий, а также продолжительность производственно-логистических операций вызывают большие осложнения, поскольку рассчитать в деталях оптимальные производственные планы очень трудно.
"Вытягивающая" (тянущая) система была задумана, как средство решения подобных проблем. Добиться этого можно, если будут созданы условия простого и надежного обеспечения подачи изделий точно в сроки, соответствующие необходимости их поступления на следующий участок.
Тянущая система - это такая организация движения МП, при которой МР подаются ("вытягиваются") на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график движения МП отсутствует. Размещение заказов на пополнение запасов МР или ГП происходит, когда их количество достигает критического уровня.
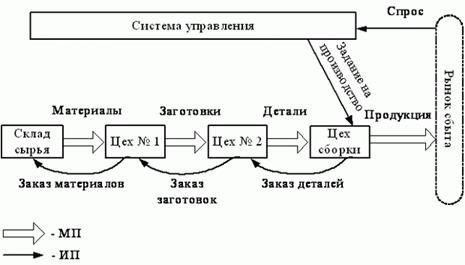
Рис.2. Принципиальная схема тянущей системы
Тянущая система основана на "вытягивании" продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе. Т.е. когда в ходе одной операции заканчивается обработка единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос.
В данном случае жесткий график отсутствует, поскольку лишь на сборочном конвейере становится точно известно требуемое для изготовления одного изделия число необходимых узлов и комплектующих, а также время их производства. Именно с этой линии на предшествующие участки направляется тара за деталями нужной номенклатуры. Детали, взятые на предшествующем участке, вновь производятся, и их количество восполняется. И так по всей линии. Необходимые детали или материалы каждый участок "вытягивает" с предшествующего. Таким образом, нет необходимости в течение месяца составлять производственные графики одновременно для всех технологических стадий. Только на сборочном конвейере осуществляются изменения графика работы. В процессе функционирования данной системы центр управления не вмешивается в передачу материального потока по действующей логистической цепи. Он не устанавливает для соответствующих звеньев текущие производственные задания. Производственная программа каждого предыдущего технологического звена задается параметрами заказа, поступающего с последующего звена. Основной функцией центра управления является постановка задачи перед конечным звеном производственной технологической цепи. Основные цели "вытягивающей" системы:
предотвращение распространения возрастающих колебаний спроса или объема продукции от последующего процесса к предшествующему;
сведение к минимуму колебания параметров запасов между технологическими операциями;
максимальное упрощение управления запасами в процессе производства путем его децентрализации, повышение уровня оперативного цехового управления, т.е. предоставление цеховым мастерам или бригадирам полномочий оперативно управлять производством и материальными запасами.
Система OPT относится к тянущей логистической системе.
2. Система OPT. OPT - система организации производства и материально-технического обеспечения, разработанная израильскими и американскими специалистами. Широко применяется в США и др. высокоразвитых странах с начала 80-х гг. В западноевропейской литературе по организации управления известна также по названием "израильский Канбан". Система ОПТ, как и система Канбан, относится к классу тянущих систем. Отдельные западные специалисты не без оснований считают, что ОПТ - это фактически компьютеризованный вариант системы Канбан, с той существенной разницей, что ОПТ предотвращает возникновение "узких" мест в цепи "снабжение - производство - сбыт", а Канбан позволяет эффективно устранять уже возникшие "узкие" места. Основным принципом системы ОПТ является выявление в производстве "узких" мест или, по терминологии ее создателей, критических ресурсов. В качестве последних могут выступать, например, запасы сырья и материалов, машины и оборудование, технологические процессы, персонал. От эффективности использования критических ресурсов зависит эффективность экономической системы в целом, в то время как интенсификация использования остальных ресурсов, называемых некритическими, на развитии системы практически не сказывается. Исходя из рассмотренного выше принципа, фирмы, использующие систему ОПТ, не стремятся обеспечить стопроцентную загрузку рабочих, занятых на некритических операциях, поскольку интенсификация труда этих рабочих приведет к росту незавершенного производства и другим нежелательными последствиям. Фирмы поощряют использование резерва рабочего времени таких рабочих на повышение квалификации, проведение собраний кружков качества и т.п. На основе перечня приоритетов планируется максимальное обеспечение ресурсами продукции, имеющей высший (нулевой) приоритет, а обеспечение всей остальной продукции - по убыванию приоритетов; осуществляется поиск альтернативных ресурсов при отклонении от графика производства. При формировании на ЭВМ графика произ-ва из базы данных системы ОПТ используются файлы заказов, технологических карт, ресурсов и др. Данные файла материалов и комплектующих изделий обрабатываются параллельно с данными файла технологических карт, в результате чего формируется древовидный граф, называемый технологическим маршрутом. Этот технологический маршрут обрабатывается с помощью программного модуля, идентифицирующего критические ресурсы. В результате появляется возможность оценить интенсивность использования ресурсов и степень их загрузки и соответствующим образом упорядочить их. На этом этапе технологический маршрут разветвляется. Ветвь практических ресурсов включает все "узкие" места и последующие связанные с ними производственные и сбытовые операции. В программно-математическом обеспечении системы ОПТ имеется модуль БИЛДНЕТ, который производит слияние первичных данных по ряду признаков для каждого вида предусмотренной к производству продукции и для каждого технологического процесса. После окончания операции слияния включается программный модуль СЕРВ, который с помощью итеративной процедуры производит расчет загрузки каждого ресурса и степени его использования (в процентах), упорядочение ресурсов по убыванию степени их использования. Затем программный модуль СПЛИТ производит поиск критических ресурсов в производственном процессе. Далее модуль ОПТ с помощью алгоритма Голдратта оптимизирует использование критических ресурсов. После окончания этой операции модуль СЕРВ ранжирует использование некритических ресурсов производственной системы. На этом заканчивается первая интеграция. После поиска и исправления ошибок начинается след. интеграция. Для построения близкого к оптимальному графика производства для предприятий с годовым объемом продаж 100 млн. долл. требуется в сред.5-6 интеграций и около двух часов времени работы мини-ЭВМ. Систему ОПТ использует ряд фирм, входящих в список 500 крупнейших пром. корпораций США, в том числе "General Electric", "Ford", "RCA", "Bendix", "AVCO", "Westinghouse" и другие.
3. Теория ограничений. В основе концепции OPT лежит теория ограничений.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--