Курсовая работа: Производственная структура предприятия
формирование серий деталей и применение групповой технологии в целях сокращения времени наладки оборудования;
преобразование кладовых материалов и полуфабрикатов в буферные склады;
переход от цеховой структуры производства к предметноспециализированным подразделениям;
передача функций управления непосредственно исполнителям.
Особое значение имеет использование принципа вытягивания в управлении ходом производства.
При традиционной системе деталь переходит с одного участка на другой (следующий по технологическому процессу) и далее на склад готовой продукции. Такой метод организации производства позволяет задействовать рабочих и оборудование независимо от того, есть ли спрос на данный вид изделий. Напротив, при системе "точно вовремя" план-график выпуска устанавливается только для сборочного участка. Ни одна деталь не изготавливается до того, как возникает потребность в ней на окончательной сборке. Таким образом, сборочный участок определяет количество и порядок запуска деталей в производство.
Управление ходом производственного процесса осуществляется по следующим принципам: объем, номенклатура и сроки выполнения задания определяются участком (рабочим местом) последующей ступени производства; ритм выпуска задается участком, замыкающим производственный процесс; возобновление цикла изготовления на участке начинается лишь в том случае, если получен соответствующий заказ; рабочий с учетом сроков сдачи деталей (сборочных единиц) заказывает такое количество заготовок (комплектующих), которое необходимо для выполнения полученного задания; доставка комплектующих (деталей, сборочных единиц) к рабочему месту осуществляется в сроки и в количествах, установленных в заявке; комплектующие, узлы и детали подаются к моменту сборки, отдельные детали - к моменту сборки узлов; необходимые заготовки - к началу изготовления деталей; за пределы участка передается только годная продукция.
Функции оперативного управления производственным процессом передаются непосредственным исполнителям. В качестве средства передачи информации о потребностях в деталях используется карта "канбан".
На рис. 3.1. показана схема организации синхронизированного производства. Движение контейнеров с деталями и карт "канбан" между участками обозначено на схеме стрелками и описано ниже.
Например, обеспечение участка шлифовки заготовками осуществляется в следующем порядке:
Как только заканчивается обработка очередной партии деталей на участке шлифовки, освободившийся контейнер с картой расхода поступает на промежуточный склад.
На складе сопровождающая контейнер карта расхода снимается, помещается в специальный ящик - коллектор, а контейнер с прикрепленной к нему производственной картой подается на участок сверления.
Производственная карта служит сигналом к началу производства. Она выполняет роль наряда, на основе которого изготавливаются детали в необходимом количестве.
Детали для каждого выполненного заказа загружают в пустой контейнер, к нему прикрепляется производственная карта, и полный контейнер отправляется к месту промежуточного хранения.
С промежуточного склада контейнер с заготовками и картой расхода, которая прикрепляется вместо производственной карты, поступает на участок шлифовки.
Эффективность действия системы с использованием карт "канбан" обеспечивается соблюдением следующих правил:
изготовление деталей начинается лишь в том случае, если получена производственная карта. Лучше допустить приостановку производства, чем изготавливать детали, в которых нет необходимости;
на каждый контейнер приходятся только одна транспортировочная и одна производственная карты, число контейнеров по каждому типу деталей определяется в результате расчетов.
Метод синхронизированного производства предполагает внедрение системы комплексного управления качеством, которая основывается на соблюдении определенных принципов, включающих: контроль производственного процесса; наглядность результатов измерения показателей качества; соблюдение требований к качеству; самостоятельное исправление брака; проверка 100% изделий; постоянное повышение качества [16, c.215].
Проверка качества в ходе производства в соответствии с указанными принципами ведется на всех этапах производственного процесса, на каждом рабочем месте.
Для обеспечения наглядности результатов измерения показателей качества создаются специальные стенды. Они поясняют рабочему, администрации, какие показатели качества проверяются, каковы текущие результаты проверки, какие мероприятия по повышению качества разрабатываются и находятся в процессе внедрения, кто получил премии за качество и т. д. В этом случае задача обеспечения качества стоит на первом месте, а выполнение плана производства - на втором.
Меняются роли отделов и других подразделений технического контроля, их полномочия, круг решаемых задач, методы. Ответственность за качество перераспределяется и становится всеобщей: каждая организационная единица в пределах своей компетенции отвечает за обеспечение качества. При этом главная ответственность ложится на самих изготовителей продукции.
Для ликвидации дефектов и обеспечения качества допускается приостановка производственного процесса. Так, на заводе "Кавасаки" в США сборочные линии снабжены красными и желтыми сигнальными лампами. При возникновении трудностей рабочий включает желтый сигнал. Если дефект достаточно серьезный и требуется остановка линии, он зажигает красный сигнал.
Брак исправляется рабочими или бригадой, которая его допустила, самостоятельно. Контролю подлежит каждое готовое изделие, а не выборка из партии, и там, где это возможно, - комплектующие узлы и детали.
Последний принцип - поэтапное улучшение качества продукции. Задача состоит в разработке и реализации проектов улучшения качества на каждом производственном участке. В разработке таких проектов принимает участие весь персонал, включая специалистов отдельных служб. Обеспечение качества работы и достижение непрерывности производственного процесса в условиях синхронизированного производства происходят за счет профилактического обслуживания оборудования, которое включает регистрацию характера эксплуатации каждого станка, тщательное определение потребности в профилактике и частоты ее проведения.
Ежедневно рабочий-станочник совершает ряд операций по проверке своего оборудования. Началу рабочего дня предшествуют смазка, отладка станка, закрепление и заточка инструментов. Поддержание порядка на рабочем месте рассматривается как обязательное условие качественной работы. В отечественном машиностроении реализация принципов, положенных в основу метода синхронизированного производства, возможна несколькими этапами [13, c.354].
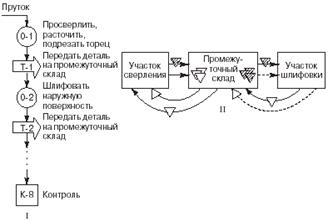
Рис. 3.1. Схема организации синхронизированного производства: I - маршрутная схема производственного процесса; II - схема движения контейнеров с картами "канбан"
Первый этап. Создание условий, позволяющих обеспечить бесперебойное снабжение производства необходимыми материалами.