Курсовая работа: Производство и испытание станков Служебное назначение
![]()
![]()
![]()
Тангенциальная сила Pz
Cp =148, у=1,7, n=0,71 [2, с. 298, т. 51]
![]()
9. Определяем мощность резания
![]()
![]()
Операция 105 кругло-шлифовальная (круглошлифовальный станок 3К152ВФ20):
Переход: шлифовать наружный диаметр ходовой резьбы окончательно.
Выбираем шлифовальный круг прямого профиля ПП для круглого наружного шлифования периферией круга с продольной подачей.
Выбираем шлифовальный круг 9А40 ПСМ2-С2 К5.
9А40 – шлифовальный материал – белый электрокорунд зернистостью 16.
СМ2 – среднемягкий;
С2 – средний;
К5 – связка керамическая.
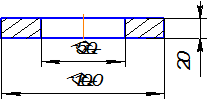
Размер К 100×50×20 (мм).
Припуск на шлифование 0,2 (мм)
Для станка, при окончательном шлифовании выбираем режимы резания:
Скорость круга: ![]() м/с.
м/с.
Скорость заготовки: ![]() м/мин.
м/мин.
Глубина шлифования: ![]() мм.
мм.
Продольная подача: ![]() м/мин;
м/мин;
![]() мм/об;
мм/об;
Число оборотов заготовки: ![]() мин-1 ;
мин-1 ;
Т.о. припуск снимаем посредством 20 проходов шлифовального круга.
Эффективная мощность при шлифовании периферией круга с продольной подачей: