Курсовая работа: Производство масла
Производство масла начинается с въезда автоцистерны на территорию завода. После взятие проб лабораторией, по результатам которой молоко либо допускается, либо не допускается в производство, оно из автоцистерны перекачивается в приёмную ванну (поз. 1), после чего оно проходит через весы СМИ-500(поз.2) и взвешивается - это необходимо как для расчета готовой продукции, так и для расчета с поставщиками. Взвешенное молоко при помощи центробежных насосов подается в трубчатый подогреватель П8-ОАБ-4(поз.3), где нагревается до температуры 50..55°С.Это делается для того чтобы интенсифицировать процесс сливкоотделения. Подогретое молоко поступает в сепаратор-сливкоотделитель Г9-ОСП (поз.4) где оно разделяется на сливки и обрат. Обрат - побочный продукт, получаемый при сепарировании молока. Он собирается в отдельную емкость и в дальнейшем идет либо на нормализацию высокожирных сливок, либо на розлив как отдельный продукт питания. Сливки, полученные при сепарировании имеют жирность порядка 37-40%.Далее они подвергаются термической обработке- пастеризации. Температуру пастеризации сливок устанавливают с учетом их качества (кислотности, наличия посторонних привкусов и запахов ).При выработке сладкосливочного масла сливки I сорта(таблица 4 приложения) в летний период пастеризуют при температуре 85..90С. В зимний период, когда вкус сливок становится менее выраженным, а также при выработке сливок 2 сорта температуру повышают до 92-95°С.
В случае переработки сливок с повышенной кислотностью температуру пастеризации следует снизить во избежание отложения белков и солей на греющей поверхности аппарата, это может вызвать появление пригорелого привкуса масла. Температуру пастеризации поддерживают на заданном уровне постоянной. [6]
Таблица 3-Рекомендуемые температуры пастеризации сливок.
| Период года | Массовая доля влаги в масле, %. | Температура пастеризации сливок, °С |
| Осенне-зимний | 16 | 103-108 |
| 20 | 105-110 | |
| 25 | 105-115 | |
| 35 | 105-115 | |
| Весенне-летний | 16 | 100-103 |
| 20 | 103-105 | |
| 25 | 103-108 | |
| 35 | 103-108 |
Сливки, при пастеризации которых температура отклонилась ниже допустимой, возвращают на повторную пастеризацию. Процесс пастеризации идет в трубчатом пастеризаторе Т1-ОУН (поз.6) , сливки нагреваются до температуры 85..90°С - это повышает стойкость и время хранения конечного продукта, а также уменьшает обсеменённость сливок микрофлорой. При этой температуре сливки выдерживаются около 20 сек. Пастеризованные сливки подаются в сепаратор Ж5-ОС2 (поз.8) где происходит еще большая концентрация жиров и жирность сливок повышается до 82..84% . Производительность сепаратора регулируют так, чтобы массовая доля влаги в высокожирных сливках была на 0,6-0,8% меньше требуемой в масле, а массовая доля жира в пахте не превышала 0,4%. Для этого кран притока сливок в сепаратор устанавливают с учетом результатов работы предыдущего дня. Затем в случае необходимости процесс сепарирования корректируют по результатам анализов. [1] При сепарировании появляется побочный продут – пахта. Он собирается и идет на розлив как отдельный продукт питания. Из сепаратора сливки попадают в ёмкость для нормализации ВН-600(поз.9),где их нормализуют по влаге, жиру, СОМО. Для нормализации сливок используют пахту, пастеризованные цельное молоко или сливки, молочный жир, высокожирные сливки с более низкой долей плазмы, сухое или сгущенное молоко цельное и обезжиренное, сухую пахту. Высокожирные сливки в ваннах накрывают крышками, а после нормализации сразу направляют в маслообразователь. Количество высокожирных сливок определяют с помощью мерной линейке, поставляемой в комплекте с ваннами. Задержка высокожирных сливок в ваннах не должна превышать 30-40 мин. Перемешивать высокожирные сливки необходимо в течение 2-3 мин через каждые 10-15 мин. Кратковременный (7-8мин) возврат продукта из маслообразователя допустим лишь в начале работы в первую ванну.
Нормализованные сливки из промежуточных ванн подают насосом в трехцилиндровый цилиндрический маслообразователь Т1-ОМ-2Т (поз.11).
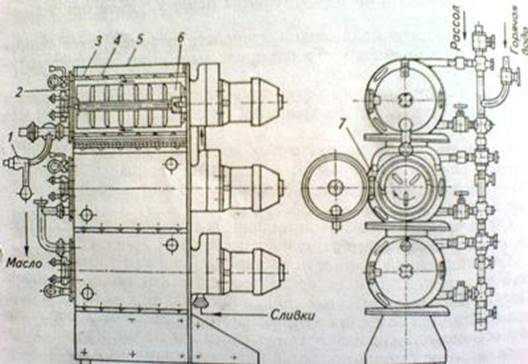
Рис. 1. Цилиндрический маслообразователь Т1-ОМ-2Т: 1-кран для выпуска масла; 2-крышка; 3- рабочий цилиндр; 4-наружная обечайка; 5-защитный кожух; 6-вытеснительный барабан; 7-ножи.
На нагнетательной линии насоса необходимо иметь предохранительный клапан, отрегулированный на давление, указанное в инструкции по эксплуатации маслообразователя. Это значительно обезопасит работу и предохранит маслообразователь от деформации.
В маслообразователе одновременное быстрое охлаждение и агрессивная механическая обработка высокожирных сливок приводят превращению их в масло. Масло с хорошей консистенцией и термоустойчивостью можно получить только при устойчивом режиме работы маслообразователя с учетом качества сырья и сезонных изменений химического состава Обработка высокожирных сливок в маслообразователе имеет большое значение для получения масла высокого качества. От нее зависит консистенция масла. Если высокожирные сливки были слишком быстро обработаны, не произошла смена фаз и не завершился процесс кристаллизации триглицеридов молочного жира, то масло будет иметь крошливую или колющуюся консистенцию. Излишне длительная обработка высокожирных сливок часто является причиной появления в масле мягкой нетермоустойчивой консистенции. Высокожирные сливки превращаются в масло в маслообразователе под влиянием охлаждения и механического воздействия на них. Особенностями поточного способа производства является интенсивность и быстротечность процесса (4-6 мин). За это время жировая эмульсия претерпевает сложные физико-химические изменения и превращается в масло. При этом образуются неустойчивые легкоплавкие кристаллические гамма и альфа-формы и создаются предпосылки для дальнейших полимерных превращений триглицеридов молочного жира. При выходе масла из аппарата неустойчивые полиморфные формы превращаются в более устойчивые стабильные бета' и бета-формы и завершается образование структуры готового продукта. Процесс превращения высокожирных сливок в трехцилиндровом маслообразователе развивается в три стадии. На первой стадии высокожирные сливки охлаждаются до 22-23°С, в результате чего повышается вязкость, ослабляются адсорбционно-гидратные оболочки жировых шариков и начинается кристаллизация глицеридов. По характеру происходящих изменений первую стадию можно считать стадией охлаждения. На второй стадии при дальнейшем понижении температуры и перемешивании сливок происходят глубокие фазовые изменения в молочном жире (дестабилизация эмульсии, кристаллизация глицеридов), за счет которых высокожирные сливки превращаются в масло. Изменение структуры высокожирных сливок при механической обработке в маслообразователе обусловлено процессом обращения фаз и образованием кристаллизационной и коагуляционной структур. Кристаллизационная структура представляет собой каркас из сросшихся кристаллов. Для нее характерна прочность и резко выраженная способность к необратимому разрушению. Коагуляционная структура - это мелкокристаллические образования, в которых отдельные частицы соединены сравнительно слабыми и подвижными связями. Она создается после разрушения кристаллизационной структуры и обладает строганными свойствами, т. е. может восстанавливаться после разрушения. Масло оптимальной консистенции должно иметь преимущественно коагуляционную структуру, однако, кристаллическая структура не должна полностью отсутствовать, иначе говоря, в масле должна быть коагуляционнонно-сталлизационная структура.
Продукт, полученный на второй стадии, по физическим и органолептическим показателям уже представляет собой масло, но прекращение обработки на этой стадии приводит к образованию грубой и колющейся консистенции. Вторую стадию обработки масла в маслообразователе можно назвать стадией стабилизации жировой фазы и кристаллизации глицеридов. На третьей стадии процесса под влиянием перемешивания твердой и жидкой фаз жира интенсивность кристаллизации постепенно ослабевает, создаются условия для формирования в готовом продукте коагуляционно-кристаллизационной структуры и пластичной консистенции. Излишнее механическое воздействие на отвердевающий жир приводит к получению масла с излишне ослабленными прочностными связями кристаллической системы и мягкой, нетермоустойчивой консистенции. На третьей стадии превращения высокожирных сливок в масло решающее значение приобретает механический фактор и поэтому она может быть названа стадией механической обработки. Процесс образования масла идет в следующей последовательность: сливки при температуре 80...90°С поступают вначале в нижний, а рассол и ледяная вода - охлаждающую рубашку. В нижнем цилиндре сливки интенсивно охлаждают до 22..23°С, сохраняя свойства эмульсии жира в плазме, температура рассола в нижнем цилиндре -1..-3°С, в среднем -3..-5°С. В среднем начинается процесс структурообразования: жир из жидкого состояния переходит в жидкопластическое и отвердевает в течении 5..20с . Продукт в среднем цилиндре охлаждается до11…13°С. В верхнем цилиндре продукт приобретает мелкокристаллическую структуру и пластическую консистенцию. Температура продукта в верхнем цилиндре вследствие охлаждения водой при температуре 7..9 °С даже повышается на1..2°С. Выделение тепла при механическом воздействии превышает отвод через стенку цилиндра к охлаждающей воде. Оптимальным углом установки ножей является угол 35, а кольцевой зазор при производительности 459,650,850 кг/ч соответственно15,22 и 29мм. На выходе из маслообразователя масло имеет температуру 10-12°С. При помощи перепускного крана оно заливается в бумажные коробки, дно которых выложено специальным пищевым пергаментом. Масло в коробке должно быть уложено плотным слоем, поэтому работник цеха специальной деревянной лопаткой выравнивает поверхность масла в коробке. После заполнения и взятия проб на анализ коробку запечатывают, наносят на нее дату изготовления, номер смены, вид масла. По ГОСТу масса масла в коробке должна быть в пределах 25кг 400г, поэтому коробку с маслом взвешивают и вес указывается на этикетке. По техническим условиям масло упаковывают в коробки массой 20, 15, 10 кг. При наличии в технологической линии автомата АРМ масло также может упаковываться в пачки из пергамента массой 100,150, 200,250,500 г. После упаковки и маркировки масло отправляется на склад, где оно хранится при t 5-15 °С c целью создания благоприятных условий для завершения процесса кристаллизации молочного жира, улучшения структуры и физических свойств масла.
Раздел 3-Расчет выхода масла и расход сырья при его производстве
При производстве сливочного масла главным образом используют молочный жир, поэтому количественный учет продукта осуществляют по жировому балансу молока.
Абсолютное количество жира в молоке в процессе производства продукта распределяется между маслом, обезжиренным молоком и пахтой:
Мжм=Мжмс+Мжом+Мжп;
416=363+48,2+4,8
416=416 – условие выполняется.
Мжм= Мм* Жм/100=13000*3,2/100 =416 кг.
Мжмс= М мс* Жмас/100=500*72,5/100 =363кг.
Мжом= Мом* Жом/100=12050,4*0,4/100 =48,2кг.
Мжп= Мп* Жп/100=427,8*0,4/100 =4,8кг.
Масса молока базисной жирности:
М мб =(Мм∙Жм)/Жмб=(13000*3,2)/3,2 =13000
Масса сливок полученных при сепарировании:
-без потерь
Мсл=Ммб(Жмб-Жом)/(Жсл-Жом)=13000(3,2-0,3)/(40-0,3) =949,14кг.
- с учетом потерь
Мсл=Ммб(Жмб-Жом)/(Жсл-Жом)∙(100-П1)/100 =949,14*0,9995 =949,14кг.
Масса обезжиренного молока:
Мом= Ммб-М1сл=13000-949,6 =12050,4кг.