Курсовая работа: Расчет и проектирование автоматической системы технологического оборудования агрегатного сверлильного
Принимаем 2‑й вариант АЛ, как вариант с более низкой себестоимостью.
9. Описание конструкции и работы агрегатного станка
В общем случае агрегатными станками называют специальные станки, созданные на базе стандартных узлов и агрегатов. Они представляют собой такие конструктивные решения, при которых сочетаются преимущества специального станка (простота, высокая производительность. удобство обслуживания и др.) с возможностью сравнительно легко изменять его технологическое назначение.
Агрегатные станки наиболее часто применяют при сверлении. растачивании, резьбонарезании, а также при фрезеровании и некоторых других методах обработки.
В данной работе рассматривается конструкция четырех – позиционного агрегатного станка, предназначенного для сверления отверстий 1, 2, 4, 5 (см. рис. 4.1) в детали типа вал.
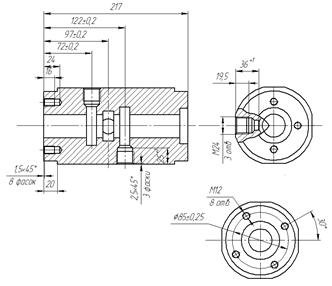
Рисунок 9.1 – Эскиз детали
Основными элементами данного станка являются: станина, на которую устанавливаются поворотный стол и силовые головки, гидростанция, обеспечивающая работу гидравлических устройств станка (зажимные приспособления для фиксации детали, механизмы поступательного перемещения силовых головок) и электрошкаф, обеспечивающий снабжение электроэнергией всех узлов станка.
Первая позиция станка служит для загрузки и выгрузки заготовок. На этом этапе работы заготовку ориентируют и при срабатывании гидравлического привода происходит зажим и фиксация заготовки. Далее при помощи электромеханического привода происходит расфиксация, поворот и фиксация поворотного стола.
Во второй позиции при помощи силовой головки осуществляется сверление, рассверливание и зенкерование отверстия Ø24 мм. Быстрый подвод силовой головки осуществляется электродвигателем через кулачковую муфту, затем приводится во вращение шпиндель через зубчатый редуктор и головка начинает двигаться с рабочей подачей. В качестве режущего инструмента применяется комбинированное сверло и комбинированный зенкер, позволяющее за один переход просверлить и рассверлить отверстие, за второй переход зенкеровать с одновременным снятием фаски. После быстрого отвода силовой головки при помощи электромеханического привода происходит расфиксация, поворот и фиксация поворотного стола.
Главной особенностью этого этапа обработки является обеспечение последовательности обработки отверстий, то есть несовпадение их обработки во времени. Этот переход является лимитирующим по машинному времени для данного станка.
В третьей и четвертой позиции производятся аналогичные операции для обработки еще двух отверстий Ø24 мм.
В пятой и шестой позиции производится сверление 4х отверстий Ø12 мм с помощью 2х многоинструментальных наладок. Быстрый подвод силовой головки осуществляется электродвигателем через кулачковую муфту, затем приводится во вращение шпиндель через зубчатый редуктор и головка начинает двигаться с рабочей подачей. Обработка осуществляется комбинированным инструментом с одновременным снятием фаски. После быстрого отвода силовой головки при помощи электромеханического привода происходит расфиксация, поворот и фиксация поворотного стола. В конце обработки заготовка возвращается в первую позицию и происходит разжим зажимного приспособления заготовки.
10. Выбор стандартных узлов
При проектировании агрегатного станка обычно выбираются стандартные узлы. Силовые головки подбираются по величине мощности резания, возникающей при обработке детали. Таким образом для определения типа силовых головок, применяемых на данном станке проводим расчет мощностей резания на каждой из операций, выполняемых на станке.
Мощность резания определяется по формуле:
![]()
Крутящий момент при сверлении определяется по формуле:
![]()
Крутящий момент при рас?