Курсовая работа: Расчет подшипников качения для червячной передачи
Расшифровка буквенных обозначений посадок, расчет предельных размеров, зазоров или натягов, построение полей допусков для десяти выбранных сопряжений оформляются в виде таблицы 2.
Таблица 2 – Расчет выбранных посадок
| Номер сопрягаемых деталей | Номинальный размер с отклонениями | Предельные размеры, мм | Схемы полей допусков | |||||
| Dmax | Dmin | dmax | dmin | Smax | Smin | |||
| 27 - 04 | Ç55 | 54,968 | 54,894 | 55,000 | 54,926 | 0,042 | 0,106 |  |
| 26 - 04 | Ç45 | 44,974 | 44,912 | 45,000 | 44,938 | 0,036 | 0,088 |  |
| 22 - 04 | Ç50 | 50 | 49,988 | 50,008 | 49,992 | 0,008 | 0,02 | 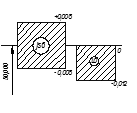 |
| 22 – 05 | Ç90 | 90,035 | 90,000 | 90,000 | 89,985 | 0,05 | 0 | 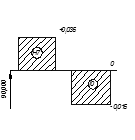 |
| 04 – 01 | Ç55 | 55,030 | 55,000 | 55,021 | 55,002 | 0,028 | 0,021 | 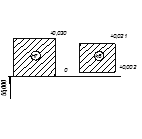 |
| 27 – 01 | Ç55 | 55,037 | 54,963 | 55,000 | 54,926 | 0,111 | 0,037 | 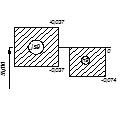 |
| 08 - 02 | Ç90 | 90,011 | 89,989 | 89,880 | 89,660 | 0,351 | -0,109 | 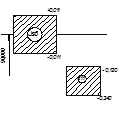 |
| 08 - 21 | Ç70 | 70,046 | 70 | 70 | 69,926 | 0,120 | 0 | 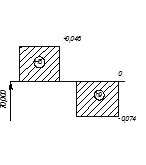 |
| 16 - 02 | Ç6 | –– | 6,00 | 5,972 | 5,637 | –– | 0,028 | 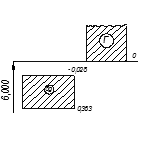 |
Ç5,188 | 5,388 | 5,188 | 5,160 | 4,976 | 0,413 | 0,028 | 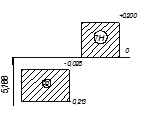 | |
Ç4,647 | 4,982 | 46,47 | 4,619 | –– | –– | 0,028 | 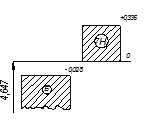 | |
| 16 - 08 | Ç6 | 6,120 | 6,000 | 5,072 | 5,637 | 0,483 | 0,028 | 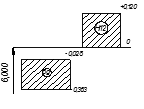 |
Ç5,188 | 5,308 | 5,188 | 5,160 | 4,975 | 0,333 | 0,028 | 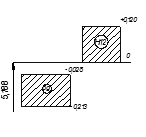 | |
Ç4,647 | 4,767 | 4,647 | 4,619 | –– | –– | 0,028 | 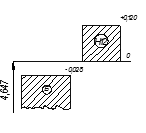 | |

4 Выбор средств измерений деталей
Выбор измерительных средств осуществляется с учётом допустимой погрешности измерений, а также погрешности измерительных средств. Значение допустимой погрешности измерения δизм зависит от величины допуска на изготовление изделия IT, который, в свою очередь связан с номинальным размером и квалитетом. Для размеров от 1 до 500 ГОСТ 8051-81 устанавливает 15 рядов наибольших допустимых погрешностей измерения в зависимости от величины допуска .
При выборе средств и методов измерения необходимо подобрать такое средство (инструмент, прибор), предельная погрешность которого была бы ближе к допустимой погрешности измерения размера (δизм ) и не превышала бы эту величину. Для выбранного средства измерения по справочным данным [5] следует установить его основные характеристики: пределы измерения, цену деления.
Результаты выбора измерительных средств оформляются в виде таблицы 3.
| Номера сопрягаемых деталей | Средства измерения | Цена деления | Пределы измерения | |
| 22 - 04 | 0,074 0,074 | Нутромер индикаторный (ГОСТ 868-72) Микрометр гладкий (ГОСТ 6507-78) | 0,01 0,01 | 50 - 120 50 - 80 |
| 22 - 05 | 0,035 0,015 | Нутромер индикаторный (ГОСТ 868-72) Микрометр гладкий (ГОСТ 6507-78) | 0,01 0,01 | 50 - 120 80 - 120 |
| 27 - 04 | 0,074 0,074 | Микрометр гладкий (ГОСТ 6507-78) Нутромер индикаторный (ГОСТ 868-72) | 0,01 0,01 | 50 - 80 50 - 120 |
| 04 - 01 | 0,030 0,019 | Микрометр гладкий (ГОСТ 6507-78) Нутромер индикаторный (ГОСТ 868-72) | 0,01 0,01 | 50 - 80 50 - 120 |
| 27 - 01 | 0,074 0,074 | Микрометр гладкий (ГОСТ 6507-78) Нутромер индикаторный (ГОСТ 868-72) | 0,01 0,01 | 0 - 25 50 - 120 |
| 26 - 04 | 0,062 0,062 | Микрометр гладкий (ГОСТ 6507-78) Нутромер индикаторный (ГОСТ 868-72) | 0,01 0,01 | 0 - 25 1 - 18 |
| 08 - 21 | 0,046 0,074 | ГОСТ 23360-78 Нутромер индикаторный (ГОСТ 868-72) | 0,01 | 50 - 120 |
| 08 - 02 | 0,022 0,440 | Микрометр гладкий (ГОСТ 6507-78) Нутромер индикаторный (ГОСТ 868-72) | 0,01 0,01 | 80 - 120 50 - 120 |
| 16 - 02 | 0,200 0,185 | Микроскоп инструментальный ММИ и БМИ (ГОСТ 2094-71) Нутромер индикаторный (ГОСТ 868-72) | 0,005-0,01 0,01 | 3 - 6 1 - 18 |
| 16 - 08 | 0,120 0,335 | Микроскоп инструментальный ММИ и БМИ (ГОСТ 2094-71) Нутромер индикаторный (ГОСТ 868-72) | 0,005-0,01 0,01 | 3 - 6 1 - 18 |
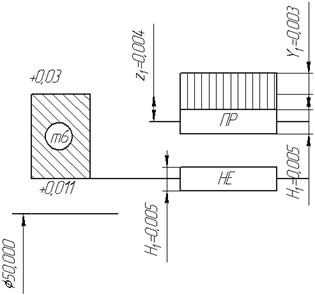
5 Расчет рабочих и контрольных калибров
5.1 Выбираем сопряжение: корпус – вал Æ![]()
Стоим поля допусков для данного сопряжения
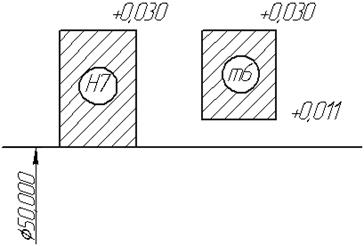
Рис.1 - Схема полей допуска сопряжения.
5.2 Размечаем нулевые линии для построения полей допусков калибров:
- Калибр – пробка (для контроля отверстий):
Проходная сторона (наименьшее отверстие):
Dmin =Dн +EI(5.1)
Dmin =Dн +EI=50+0=50 [мм]
Непроходная сторона (наибольшее отверстие):
Dmax =Dн +ES (5.2)
Dmax =Dн +ES=50+0,030=50,03 [мм]
- Калибр – скоба (для контроля вала):
Проходная сторона (наименьший вал):
dmin =dн +ei(5.3)
dmin =dн +ei=50+0,011=50,011 [мм]
Непроходная сторона (наибольший вал):
dmax =dн +es (5.4)
dmax =dн +es=50+0,03=50,03 [мм]
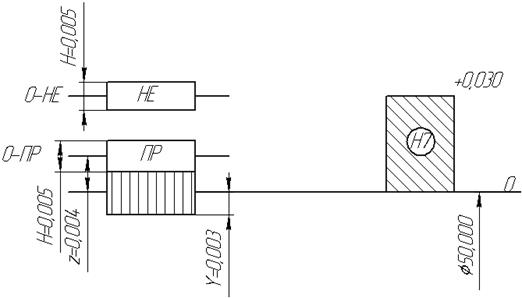
Рисунок 2 – Схема расположения поля допуска отверстия и полей допусков калибров