Курсовая работа: Разработка автоматической линии для обработки детали типа Вал-червяк
395
512
Таким образом, требуемой производительности АЛ можно достичь продифференцировав ТП с использованием 8 станков:

Проанализируем обработку данного изделия с использованием станков-дублеров (рис. 4.3).
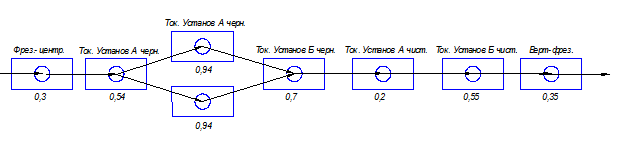 Рисунок 4.3 - Компоновка АЛ с использованием станков-дублеров
Рисунок 4.3 - Компоновка АЛ с использованием станков-дублеров
Для данного варианта АЛ лимитирующей операцией является токарно-винторезная со временем ![]() мин. Производительность такой линии составляет:
мин. Производительность такой линии составляет:
 (шт./смену).
(шт./смену).
Этот вариант также обеспечивает требуемую производительность.
Для уменьшения количества станков, необходимых для данной производительности обработки, рассмотрим вариант применения одновременной многорезцовой обработки (рис. 4.4).
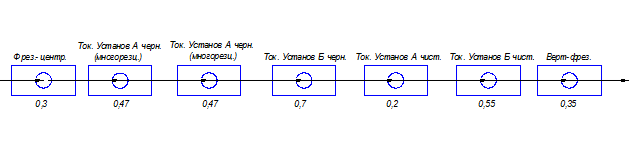 Рисунок 4.4 – Компоновка АЛ с использованием многорезцовых наладок.
Рисунок 4.4 – Компоновка АЛ с использованием многорезцовых наладок.
Как видно, применение многорезцовой обработки позволяет сократить количество необходимого оборудования. Проведем более точный анализ двух последних вариантов АЛ и определим, какой из них является более экономически целесообразным.
5 Уточненный расчет производительности автоматической линии
Уточненный расчет полной производительности автоматической линии с жесткими межагрегатными связями проводится по формуле:
 ,
,
где ![]() - коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
- коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
![]() - время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается
- время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается ![]() );
);
![]() - время суммарных внецикловых потерь, определяется по формуле:
- время суммарных внецикловых потерь, определяется по формуле:
![]()
где ![]() - ожидаемые внецикловые потери по инструменту;
- ожидаемые внецикловые потери по инструменту;
![]() - ожидаемые внецикловвые потери по оборудованию.
- ожидаемые внецикловвые потери по оборудованию.
Потери по инструменту вычисляются по формуле:
Сведем данные по всем инструментам в таблицу 5.1.
Таблица 5.1 - Расчет времени потерь по инструменту для АЛ со станками-дублерами.
|
п\п |
Наименование инструмента |
|
|
К-во Просмотров: 760
Бесплатно скачать Курсовая работа: Разработка автоматической линии для обработки детали типа Вал-червяк
|