Курсовая работа: Разработка конструкторско-технологической документации на изготавление мужского пиджака в потоке
Назначение клеевого материала
Температура прессующей поверхности, 0 С
Давление, Мпа
Время прессования, с
1
2
3
4
5
6
клеевой материал
70
Дублирование мелких деталей, фронтальное дублирование
150-160
0,03-0,04
10
Клеевая кромочная ткань
70
Закрепление срезов краев деталей прокладывание по линии перегиба лацкана
130-140
0,03-0,04
20-30
4. СОСТАВЛЕНИЕ СХЕМЫ ПОСЛЕДОВАТЕЛЬНОСТИ СБОРКИ ИЗДЕЛИЯ
Обработка и сборка изделий выполняется в соответствии с типовой схемой последовательности сборки с учетом фасонных и конструктивных особенностей модели. При изготовлении изделия в условиях серийного производства на последовательность сборки оказывают влияние организационные факторы в зависимости от мощности потока. В потоках средней, большой мощности выделили специализированные технологиические участки или секции: заготовительную, монтажную и секцию влажно-тепловой обработки и окончательной отделки изделий.
В заготовительной секции сосредоточены операции по заготовке отдельных деталей и узлов, т.е. операции связанные с обработкой модельных особенностей швейных изделий. В монтажную секцию внесены наиболее стабильные операции, обработка начинается с соединения боковых срезов изделия и обработки бортов. Операции по монтажу изделия и окончательной отделке – в заключительной части схемы.
Сборка мужского пиджака представлена в соответствии с рисунком 5.1.
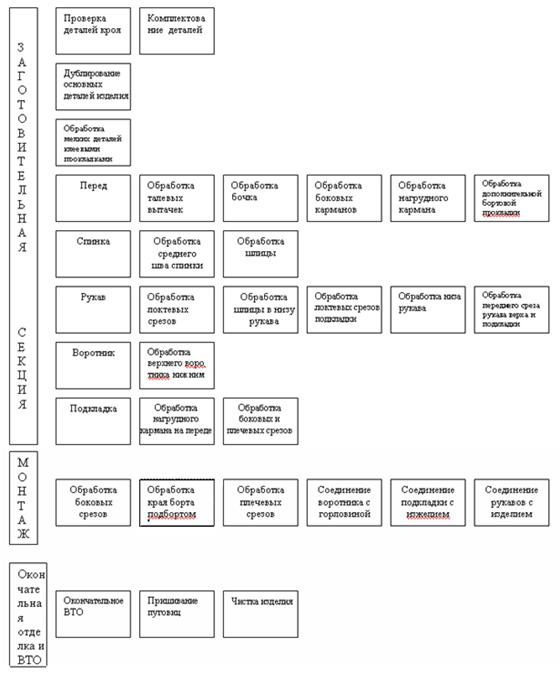
Рисунок 5.1 – Схема последовательности сборки мужского пиджака
5. ВЫБОР МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОЕКТИРУЕМОГО ИЗДЕЛИЯ
Эффективность производства швейных изделий во многом определяется выбранными методами обработки. Из возможных вариантов обработки каждого узла данного изделия выбирают такие, которые могут быть использованы в разрабатываемом (проектируемом) технологическом процессе. Методы обработки устанавливаются с учетом применяемого оборудования и приспособлений.
Одновременно с выбором методов обработки выбирают оборудования, оптимальных режимов его работы и приспособлений на каждой операции.