Курсовая работа: Разработка конструкции клети дуо 350
Пружинное уравновешивание верхнего валка применяют, когда перемещение валков и масса уравновешиваемых деталей невелики (на заготовочных, сортовых, проволочных и листовых станах дуо и трио).
Осевое регулирование положения валков на сортовых станах выполняют при помощи рычажных систем, смонтированных на станине с одной стороны рабочей клети. На рисунке 4 показано такое устройство [4].
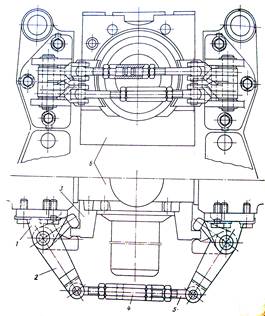
Рисунок 4 – Рычажное устройство для осевой установки валков сортового стана
Имеется два кронштейна 1, которые укреплены болтами на стойке станины. В проушинах кронштейнов есть две оси, на которые насаживаются два двуплечих рычага 2. Короткие плечи рычагов концами упираются в выступы 3 на подушке валка. Длинные плечи соединены между собой стяжными болтами 5 и гайками 4. На этих гайках с одной стороны левая, а с другой – правая резьба. При помощи верхних рычагов и стяжки между ними происходит перемещение подушки с валком внутрь клети. Нижние рычаги предназначены для перемещения валка в обратном направлении.
Достоинствами такого устройства являются простота конструкции и возможность осевого регулирования валков только с одной стороны рабочей клети. Положение подушек в окнах станин фиксируется боковыми планками, привёрнутыми болтами к станинам.
Конструкция нажимного винта и принцип работы, в сущности, одинаковы практически для всех клетей. Большая разница есть только в механизмах привода винта.
Для увеличения производительности стана время, затрачиваемое на установку верхнего валка должно быть минимальным. Поэтому перемещение верхнего валка должно происходить с большой скоростью. Однако, на станах для прокатки тонкой полосы скорость перемещения верхнего валка ограничивается необходимой точностью установки валков, поэтому она должна быть небольшой. На сортовых станах валки устанавливают только при настройке стана, скорость перемещения валков ограничивается точностью их настройки. Применяются тихоходные и быстроходные нажимные механизмы с гидравлическим, механическим и гидромеханическим приводом.
Станины клетей по конструкции делят: закрытого и открытого типа.
Станина закрытого типа представляет собой литую жёсткую раму. Станины этого типа применяются в рабочих клетях блюмингов, слябингов и других станов.
Станина открытого типа состоит из двух частей: собственно станины и крышки. Характеризуется меньшей жёсткостью, позволяет осуществлять перевалку валков непосредственно краном при снятой крышке.
Также клети по конструкции могут быть и бесстанинные. Имеется четыре винта, на которых собраны подушки, и по которым они перемещаются при настройке клети.
Комплекс перечисленных и других элементов и составляет конструкцию клети. Видно, что конструкции клети могут быть самые разные.
2. Разработка конструкции клети
Прокатка производится в клетях прокатных станов.
Рабочая клеть — основной элемент главной линии прокатного стана, включающий устройства для размещения, регулирования и закрепления прокатных валков; для деформации металла в прокатных валках. Состоит из двух массивных стальных или чугунных литых станин, установленных на плитовинах, прикрепляемых к фундаменту анкерными болтами. В станинах— подушки с подшипниками и прокатными валками, устройства для перемещения верхнего и нижнего валка по высоте, направляющие проводки для прокатываемого материала и др.
В данном проекте разрабатывается конструкция сортовой клети дуо 350 (чертёж ФМ – 102.03.00.00 СБ).
Конструкция основных деталей и механизмов прокатного стана и, в частности прокатной клети, несмотря на их различное назначение и многообразие, во многих случаях одинакова.
Станина 3 рабочей клети воспринимает все усилия, возникающие при прокатке металла, и поэтому выполняется массивной — до 60—120 т и более. Станина устанавливается на фундаментных стальных плитах (плитовинах 7), которые прикрепляются болтами к бетонному или железобетонному фундаменту. По конструкции станины рабочей клети делят на два типа: закрытого и открытого.
Выбираю станину открытого типа.
Станина открытого типа (применяется в клетях сортовых станов) состоит из двух частей: собственно станины и крышки. Крышку скрепляют со станиной болтами или клиньями. Такая станина характеризуется меньшей жёсткостью по сравнению со станинами закрытого типа, однако позволяет осуществлять перевалку валков непосредственно краном (вверх) при снятой крышке.
Размеры станин определяются следующими условиями:
1. Возможностью размещения в окне станины подушек валков и конца нажимного винта;
2. Требуемой прочностью и жёсткостью.
Чтобы процесс прокатки протекал нормально, валки должны занимать в рабочей клети определённое положение. Для этого в каждой рабочей клети предусмотрены следующие механизмы и устройства:
1. Вертикальной установки валков (нажимные механизмы);
2. Осевой установки валков;
3. Уравновешивания верхнего валка.
Установка валков в вертикальной плоскости на большинстве станов осуществляется при помощи специального механизма с нажимными винтами, который называется нажимным.
На сортовых станах дуо положение валков при прокатке не меняется, необходимое расстояние между ними устанавливают заранее при настройке стана. Необходимое расстояние между валками устанавливают перемещением верхнего и нижнего валков. На сортовых станах дуо скорость перемещения валков ограничивается требуемой точностью их настройки. На практике скорость установки верхнего валка на сортовых станах принимают 5…25 мм/сек.