Курсовая работа: Разработка технологического процесса изготовления детали "Пробка"
Записываем предельные значения припусков как разность наибольших предельных размеров ![]() и как разность наименьших предельных размеров
и как разность наименьших предельных размеров ![]() предшествующего и выполняемого переходов:
предшествующего и выполняемого переходов:
![]()
![]() мм.
мм.
![]() мм.
мм.
![]() мм.
мм.
![]() мм.
мм.
Определяем общие припуски, суммируя промежуточные припуски на обработку: ![]() мм.
мм. ![]() мм.
мм.
Рассчитываем общий номинальный припуск:
![]() ,
,
где Нз – нижнее отклонение размера заготовки. Из т.3, стр. 120 [3]
Нз =0,67 мм.
Нд – нижнее отклонение размера диаметра. По чертежу Нд =0,37 мм.
![]()
![]() мм.
мм.
Рассчитываем номинальный диаметр заготовки:
![]()
![]() мм.
мм.
Произведём проверку правильности выполнения расчётов:
![]()
![]() мкм.
мкм. ![]()
![]() мкм.
мкм.
![]() мкм.
мкм. ![]()
![]() мкм.
мкм.
Приведём схему расположения припусков и допусков на обработку поверхности Æ60±0,37:
На остальные обрабатываемые поверхности припуски и допуски назначаем по ГОСТ 7505-74.
Т.к. dmax моей заготовки по расчетам равен 63,23 мм, то исходя из ГОСТ 7505-74 получаем, что d моей заготовки будет 63мм +0,3;-1,1.
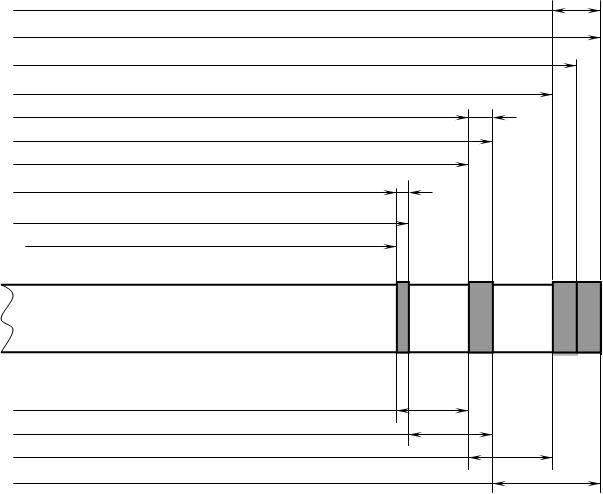 d заготовки – 1100мкм.
d заготовки – 1100мкм.
dmax заготовки – 63,23 мм.
dном заготовки – 61,78 мм.
dmin заготовки – 62,22 мм.
d обтачивания чернового – 920 мкм.
dmax обтачивания чернового – 62,16 мм.
dmin обтачивания чернового – 61,24 мм.
d обтачивания чистового – 740 мкм.
dmax обтачивания чистового – 60,37 мм.
dmin обтачивания чистового – 59,63 мм.
![]() на обтачивание чистовое – 1610 мкм.
на обтачивание чистовое – 1610 мкм.
![]() на обтачивание чистовое – 1790 мкм.
на обтачивание чистовое – 1790 мкм.
![]() на обтачивание черновое – 980 мкм.
на обтачивание черновое – 980 мкм.
![]() на обтачивание черновое – 1160 мкм.
на обтачивание черновое – 1160 мкм.
Таблица 7. Припуски и допуски на поверхности детали “пробка”
|
Размер, мм |
Припуск, мм | Допуск, мм | |
| - | + | ||
| 28,5 | 0,26 | 0,26 | |
| Æ60 | 0,62 | 0,37 | 0,37 |
| 16 | 0,215 | 0,215 | |
| 48 | 0,31 | 0,31 | |
| 24 | 0,26 | 0,26 | |
| М52*1,5 | 4 | 0,37 | 0,37 |
| Æ30 | 0,28 | - | |
| 34,6 | 2,7 | 0,31 | 0,31 |
| Æ40 | 0,31 | 0,31 | |
| R 0,75 | 0,125 | 0,125 | |
| Æ49,7 | 5,15 | 0,31 | 0,31 |
| 3,2 | 0,15 | 0,15 | |
| 5,2 | 0,15 | 0,15 | |
8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Типовой ТП разрабатывается на основе анализа множества действующих и возможных ТП для типовых представителей групп изделий. Он должен быть рациональным в конкретных производственных условиях и обладать единством содержания и последовательности большинства ТО для группы изделий, обладающих общими конструктивными признаками.
Проектирование техпроцессов зависит от типа производства. Для простых деталей разрабатываются подробные маршрутные техпроцессы с указанием содержания операций и переходов, а также выдерживаемых размеров. Типовые техпроцессы обычно оснащаются универсальным станочным оборудованием и стандартной оснасткой. Применяются универсальные и групповые приспособления. В среднесерийном производстве в качестве заготовок широко используются сортовой прокат, штамповки, отливки и другие виды заготовок, применение которых экономически целесообразно. Технологический процесс должен обеспечивать изготовление деталей заданного качества, удовлетворять требованиям высокой производительности обработки, наименьшей себестоимости продукции, безопасности и облегчения условий труда. Свойства деталей формируются поэтапно – от операции к операции, поскольку для каждого способа обработки (точения, шлифования и др.) существуют возможности исправления исходных погрешностей заготовки и получения требуемых точности и качества обработанных поверхностей. Это объясняется прежде всего физической сущностью способа обработки.
Обработка деталей обычно делится на следующие этапы:
- черновая обработка, когда удаляется большая часть припуска, что обусловлено наличием дефектов заготовки;
- чистовая, когда в основном обеспечивается требуемая точность;
- отделочная, когда достигается требуемая шероховатость поверхностей и окончательно обеспечивается точность детали.
Проектируя технологическую операцию, необходимо стремиться к уменьшению ее трудоемкости. Производительность обработки зависит от режимов резания, количества переходов и рабочих ходов, последовательности их выполнения.
Число и последовательность технологических переходов зависят от вида заготовок и точностных требований к готовой детали. Совмещение переходов определяется конструкцией детали, возможностями расположения режущих инструментов на станке и жесткостью заготовки. Переходы, при которых соблюдаются жесткие требования к точности и
шероховатости поверхности, иногда целесообразно выделить в отдельную операцию, применяя одноместную одноинструментальную последовательную обработку.
Форма детали «пробка» является правильной геометрической, является телом вращения.
Значение шероховатостей поверхностей соответствует классам точности их размеров и методам обработки этих поверхностей.