Курсовая работа: Разработка технологического процесса механической обработки детали типа вал-червяк
35м/с А 1кл. ГОСТ 2424-83
Калибр-скобs
8113-0149 k6
8113-0149 n6
ГОСТ 18362-73
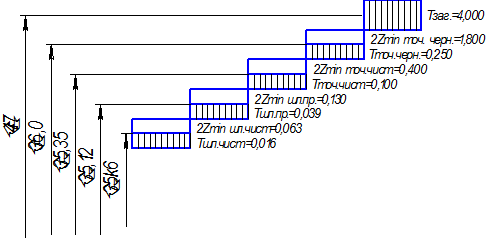
Рисунок 8.1 – Схема полей припусков и допусков на поверхность Ø35k6
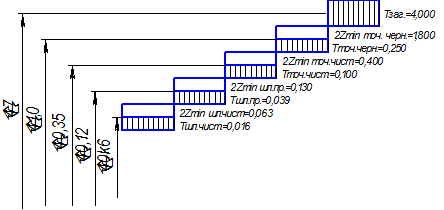
Рисунок 8.2 – Схема полей припусков и допусков на поверхность Ø40k6
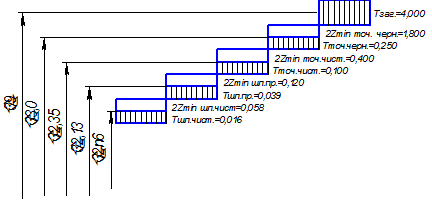
Рисунок 8.3– Схема полей припусков и допусков на поверхность Ø32n6
Размерной цепью называется последовательный ряд взаимосвязанных линейных размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. Каждая размерная цепь содержит исходное и несколько составляющих звеньев. Под размерной технологической цепью понимают размерные цепи, звенья которых являются операционными размерами и припусками.
Замыкающим размером в размерной цепи называется размер, который в детали получается последним в процессе ее обработки.
Из схемы размерной цепи можно определить уравнение замыкающего звена [5]
![]() (8.1)
(8.1)
где ![]() - сумма увеличивающих составляющих звеньев цепи;
- сумма увеличивающих составляющих звеньев цепи;
![]() - сумма уменьшающих составляющих звеньев цепи.
- сумма уменьшающих составляющих звеньев цепи.
Связь между допусками составляющих и замыкающих размеров определяется правилом суммирования допусков Тi :
![]() (8.2)
(8.2)
Проведем размерный анализ для глубины фрезерования шпоночного паза. Фрезерование паза производится после чистовой токарной операции, после которой оставляют припуск под шлифование предварительное и окончательное (рис.8.4).
Произведем расчет на какую глубину будет произведено фрезерование паза. Для этого представим размерную цепь сначала для окончательного (рис. 8.5 а), затем для предварительного шлифования (рис. 8.5 б).
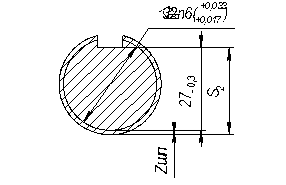
Рисунок 8.4 –Схема расположения паза в сечении вала
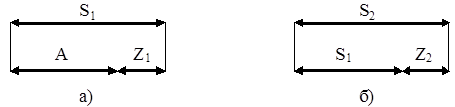
Рисунок 8.5 – Размерная схема обработки паза
Где конструкторский размер А – замыкающий размер;
Z1 и Z2 – припуски соответственно под окончательное и предварительное шлифование.
Определим S1 MAX и S1 MIN ,решив уравнения:
