Курсовая работа: Разработка технологического процесса обработки детали "Крышка"

Материал детали – легированная сталь 20ХН3 содержит: 0,20% углерода, 1% хрома, 3% никеля. Заготовки из данного материала можно получить с помощью методов обработки давлением. Обработку поверхностей проводят лезвийными и абразивными инструментами.
Указанная общая шероховатость детали говорит о том, что поверхности заготовки находятся в состоянии поставки, то есть не подвергаются механической обработке. Обработку резанием проводят над поверхностями 1, 2, 3, 4, 5, 6, 7, 8, 9. На поверхностях 1 и 2 нарезают резьбу М8. Поверхность 3 является отверстием. Поверхность 4 – лыска Ra1,25, поверхность 5 – цилиндрическая поверхность с высокой точностью изготовления. Поверхности 6, 7, 8, 9 – цилиндрические и торцевые поверхности, требующие снятия окалины, на поверхности 9 при вырубке листа и штамповке образуются заусенцы, которые также необходимо снять.
Данная деталь является технологичной. Её поверхность представляет собой тело вращения. Все цилиндрические поверхности можно легко получить точением и шлифованием. Радиусы скругления получаются при холодной листовой штамповке. Отверстия высокой точности получают сверлением с последующим зенкерованием и развёрткой.
Заготовку детали можно получить различными способами. Первый способ: в цилиндрическом прутке диаметром 100мм глухой прошивкой получают углубление диаметром 40мм. Раскаткой на оправке добиваются уничтожения бочкообразности заготовки. Затем, учитывая точность ![]() , на токарном станке получают внешний диаметр 60мм. Для крепления данной заготовки на токарном станке используют трёхкулачковый самоцентрирующийся патрон. Обтачивание наружной цилиндрической поверхности производят с помощью проходного резца.
, на токарном станке получают внешний диаметр 60мм. Для крепления данной заготовки на токарном станке используют трёхкулачковый самоцентрирующийся патрон. Обтачивание наружной цилиндрической поверхности производят с помощью проходного резца.
В качестве второго способа можно представить холодную листовую штамповку. Исходным материалом будет являться листовой прокат толщиной 10мм. Листовой прокат обрезают до необходимых размеров заготовки, и с помощью вытяжки без утончения стенок получают полую пространственную деталь с требуемыми размерами. Опять же для обеспечения необходимой точности поверхностей, на токарном станке производят доводку внешнего диаметра.
Отверстие 3 для предотвращения биения получают на токарно-винторезном станке. Заготовку в данном случае закрепляют в трёхкулачковом самоцентрирующемся патроне, и сверлом просверливают отверстие необходимого диаметра. Далее для достижения необходимой точности отверстие зенкеруют и развёртывают. Отверстия 1 и 2 получают на вертикально-сверлильном станке, заготовка закрепляется прижимными планками. Диаметры отверстий 1 и 2 выбирают по ГОСТ 19257-13. Резьбу в отверстиях также можно нарезать на сверлильном станке, только рабочим инструментом в данном случае будет метчик.
Лыску получают на фрезерных станках. Деталь устанавливают на горизонтально-фрезерный станок и с помощью одноугловой фрезы получают требуемую поверхность. Анализ шероховатости показывает, что основная часть поверхностей детали особой обработки не требует. Поэтому для снятия окалины и срезания заусенцев проведём обтачивание поверхностей 6, 7, 8, 9 на токарном станке. Лыска должна обладать шероховатостью Ra1,25. Такая шероховатость достижима на операции чистового фрезерования. Точность диаметральных размеров поверхности 5 требует чистового шлифования. Поверхность 3 с той же точностью также требует обработки, которую целесообразней провести зенкерованием, а затем развёртыванием.
Из проведённого выше анализа технологичности можно заключить, что данная деталь имеет достаточно технологичную конструкцию, её производство не требует специального оборудования, приспособлений и инструментов.
2. Технология получения исходной заготовки
2.1Возможные способы получения исходной заготовки
Перечислим возможные способы получения заготовки. Заготовку можно получить из стального прутка ![]() с последующей ковкой и обработкой режущим инструментом. Также заготовку можно получить с помощью холодной штамповки из листового проката или горячей объёмной штамповкой. Принимая во внимание программу выпуска детали 2000 штук в месяц, считаю, что наиболее выгодным и эффективным способом изготовления будет являться холодная листовая штамповка. При ковке из стального прутка слишком большое количество металла уйдёт в стружку при обработке резаньем на токарном станке. Для горячей объёмной штамповки данная деталь слишком проста. При данном способе получения заготовки требуется изготовление отдельного, подходящего только для этой детали штампа, поэтому для большей производительности и снижения припусков под механическую обработку заготовку лучше получить с помощью холодной листовой штамповкой.
с последующей ковкой и обработкой режущим инструментом. Также заготовку можно получить с помощью холодной штамповки из листового проката или горячей объёмной штамповкой. Принимая во внимание программу выпуска детали 2000 штук в месяц, считаю, что наиболее выгодным и эффективным способом изготовления будет являться холодная листовая штамповка. При ковке из стального прутка слишком большое количество металла уйдёт в стружку при обработке резаньем на токарном станке. Для горячей объёмной штамповки данная деталь слишком проста. При данном способе получения заготовки требуется изготовление отдельного, подходящего только для этой детали штампа, поэтому для большей производительности и снижения припусков под механическую обработку заготовку лучше получить с помощью холодной листовой штамповкой.
2.2 Выбор эффективного способа получения исходной заготовки
Как было выведено в предыдущем пункте, наиболее эффективным способом изготовления данной детали будет являться холодная листовая штамповка. Помимо того что при данном способе изготовления детали уменьшаются припуски на механическую обработку и достигается высокая производительность, холодная листовая штамповка обладает достаточно высокой точностью размеров и качеством поверхности, позволяющие до минимума сократить отделочные операции обработки резанием, сравнительная простота механизации и автоматизации процессов штамповки, хорошая приспособляемость к масштабам производства, в данном случае к крупносерийному. Данная деталь изготавливается из листа толщиной 10мм, для получения необходимой формы применяют вытяжку без утонения стенки. Для предотвращения появления складок на фланце применяют прижим. Как видно ни при каком другом способе изготовления таких небольших затрат материалов добиться нельзя.
2.2.1 Получение исходной заготовки для холодной листовой штамповки
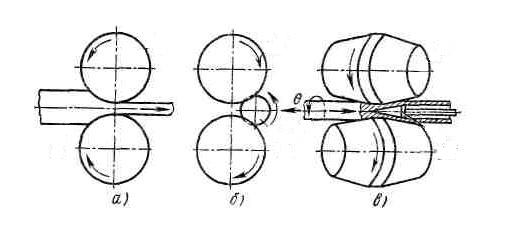
Исходной заготовкой для данной детали будет являться лист толщиной 10мм. Листовой прокат получают на прокатном производстве. Сущность прокатного производства заключается в том, что металл пластически деформируется вращающимися валками. Взаимное расположение валков их форма и количество могут быть разными. Выделяют три основных вида прокатки: продольную (а), поперечную (б) и поперечно-винтовую (в). При изготовлении листового проката используют продольную прокатку.
Для производства листового проката берут стальной слиток массой до 50 тонн в горячем состоянии прокатывают на слябинге или блюминге, получая заготовку
 |
прямоугольного сечения, называемую слябом. Иногда вместо прокатных заготовок широко применяют заготовки в виде слябов, полученные непрерывной разливкой. Слябы прокатывают большей частью на непрерывных станах горячей прокатки, состоящих из двух групп рабочих клетей – черновой и чистовой, расположенных друг за другом. Перед каждой группой клетей сбивают окалину в окалиноломателях. После прокатки полосу сворачивают в рулон.

Прокатный стан
Далее для получения исходной заготовки лист должен пройти операцию вырубки. Вырубка осуществляется металлическим пуансоном и матрицей. Пуансон вдавливает часть заготовки в отверстие матрицы. В начальной стадии деформирования происходит врезание режущих кромок в заготовку и смещение одной части заготовки относительно другой без видимого разрушения. При определённой глубине внедрения режущих кромок в заготовку у режущих кромок зарождаются трещины, быстро проникающих в толщу листа, и как следствие мы получаем заготовку нужной нам формы.
Полученной заготовке нужно придать форму стакана, пространственной детали цилиндрической формы с фланцем.
Для этого проводят операцию вытяжки без утонения стенок.
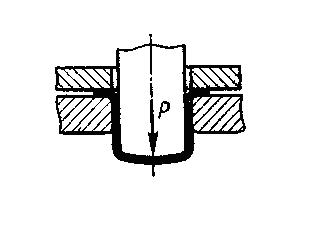
Сущность процесса заключается в том, что вырубленную заготовку укладывают на плоскость матрицы. Пуансон надавливает на центральную часть матрицы и смещает в отверстие матрицы. Центральная часть заготовки тянет за собой периферийную, которая образует стенки вытянутой детали и её фланец. Но при определённом соотношении диаметров заготовки и вытянутой детали на фланце могут возникнуть складки. Для предотвращения появления складок применяют прижим, с определённой силой прижимающий фланец заготовки к плоскости матрицы. После проведённых операций получаем цилиндрический стакан с фланцем.
Описание оборудования и инструмента для холодной листовой штамповки
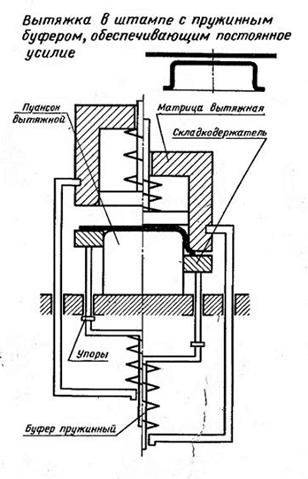
В качестве оборудования для холодной листовой штамповки следует применять штамп с пружинным буфером, обеспечивающим постоянное усилие. На рисунке приведены схема штампа и эскиз заготовки.
3. Разработка технологии получения детали резанием