Курсовая работа: Разработка технологического процесса обработки детали "Крышка"
Для срезания заусенцев, образовавшихся во время холодной листовой штамповки, и снятия окалины обточим заготовку на токарно-винторезном станке.
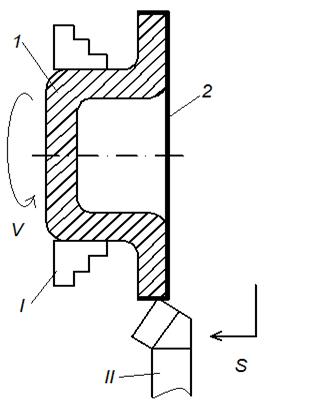
I – трёхкулачковый патрон; II – проходной резец; 1 – заготовка; 2 – обтачиваемая поверхность.
3.1.2 Обработка цилиндрической поверхности на токарно-винторезном станке
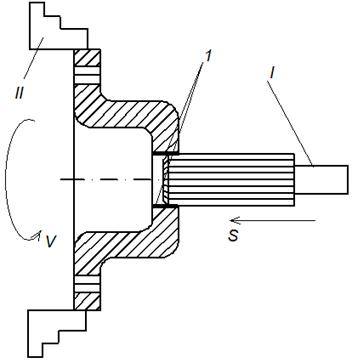
Для придания большей точности внешней поверхности заготовки обточим её на токарном станке.
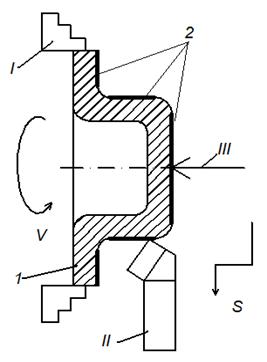
I – трёхкулачковый патрон; II – резец проходной; III – центр;1 – заготовка; 2 – обтачиваемая поверхность.
3.1.3 Сверление отверстия Ø20
В данной детали сверлением получают отверстия 1. Режущим инструментом в данном случае служит спиральное сверло. При сверлении отверстий на токарно-винторезном станке для установки и закрепления заготовки будем использовать трёхкулачковый самоцентрирующийся патрон.
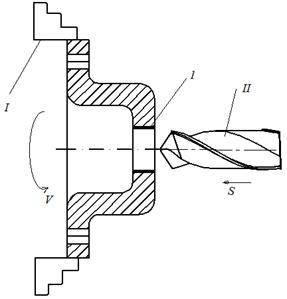
I – трёхкулачковый патрон; II– спиральное сверло; 1 – отверстие Ø20
3.1.4 Зенкерование отверстия Ø20
Для повышения точности и уменьшения шероховатости внутренней поверхности проводят операцию зенкерования.
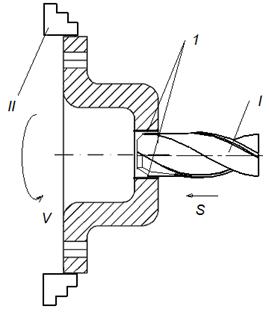
I – зенкер; II – трёхкулачковый патрон;
1 – зенкерование отверстия.
3.1.5 Развёртывание отверстия Ø20
Для достижения точности Ø20+0,025 применяют развёртывание – окончательную обработку цилиндрического отверстия.
I – трёхкулачковый патрон; II – развёртка; 1 – развёртываемая поверхность.
3.2.1 Обработка заготовки на вертикально-сверлильном станке 2С132
Для получения отверстий под нарезание резьбы М8 воспользуемся вертикально-сверлильном станке. Для закрепления заготовки на станке будем использовать прижимные планки.
I – сверло спиральное; II – прижимные планки; 1 – сквозное отверстие Ø6,70.
3.2.2 Нарезание резьбы М8
Нарезку резьбы проведём на вертикально-сверлильном станке. Рабочим инструментом в данном случае будет метчик. Деталь закрепляется на рабочем столе с помощью прижимных планок
I – метчик для нарезки резьбы М8; II – прижимные планки; 1 – нарезание резьбы сквозного отверстия.
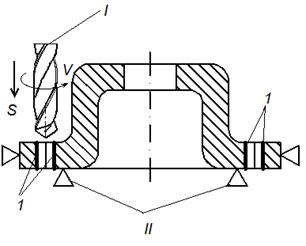
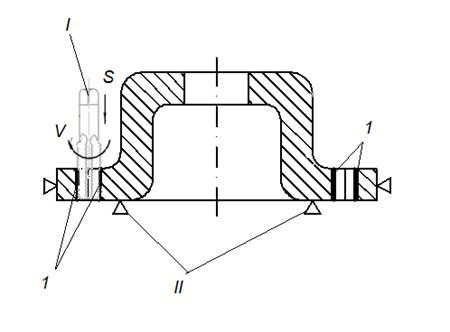
3.3 Обработка заготовки на фрезерном станке 6К81Г