Курсовая работа: Разработка технологического процесса сборки и монтажа блока РЭА
Достоинства:
а). простота работы и программирования, надежность, низкая стоимость;
б). встроенный пневматический программируемый дозатор паяльной пасты или клея;
в). встроенный компьютер (не требует дополнительного компьютера и места под него);
г). автоматическая карусель с 45/90 ячейками для компонентов из россыпи;
д). ПО для программирования на отдельном компьютере. Позволяет импортировать из CAD-приложений координаты и хранить архивы программ;
е). видеокамера и монитор для обзора печатной платы на мониторе;
ж). ручные и автоматические питатели для лент и пеналов.

Рисунок 1.4 - Полуавтомат для установки компонентов MM500
- Автоматы для установки компонентов поверхностного монтажа серии MY.
Автоматы MYDATA (Швеция) являются одними из признанных лидеров в точности и скорости перехода с одного изделия на другое. Скорость заправки современных питателей от MYDATA исчисляется секундами. Сокращение времени простоя приводит к тому, что при равных скоростных характеристиках, указанных по IPC 9850, в конце рабочей смены линия с автоматом MYDATA выпускает на 20-50% большее количество продукции. Высокая точность позволяет автоматам MYDATA осуществлять сборку, соответствующую самым жестким современным требованиям. Число в названиях моделей обозначает количество мест под питатели и сборочный стол (например, MY9 – 9 мест, из которых рабочий стол занимает минимум 3 места и т.д.). Установщик типа MY9 обеспечивает общую емкость питателей в 96 восьмимиллиметровых лент с компонентами, а установщики MY12, MY15 и MY19 обеспечивают общие емкости в 144, 192 и 256 лент соответственно (при установке сборочных столов, занимающих 3 места). При этом при заказе машин с большими сборочными столами максимальное количество питателей может уменьшиться. Во всех установщиках, производимых MYDATA, питатели установлены со стороны оператора машины. Также в обозначении могут присутствовать буквы Е и ECR (например, MY9E или MY9ECR). Машины с индексом "Е" (Extended) в базовой версии имеют высокоскоростной модуль с линейной камерой и конвейерный стол с линейным приводом. Машины с индексом "ЕCR" (Extended component range) – это машины, специально рассчитанные на установку компонентов нестандартных размеров. Например, устанавливаемый компонент может быть 132 мм, высотой 40 мм и весом до 300 грамм! Еще одна особенность машин – раздельное перемещение по осям, что в сочетании с высокопрочной цельной станиной обеспечивает очень стабильное и точное позиционирование монтажного модуля. Благодаря тому, что все питатели электронные и с линейным приводом, воздух необходим только для захвата и монтажа компонентов. Его потребность обеспечивает встроенная в машину помпа.

Рисунок 1.5 - Автомат для установки компонентов серии MY
Для установки элементов, монтируемых в отверстия, возможно использование следующего оборудования:
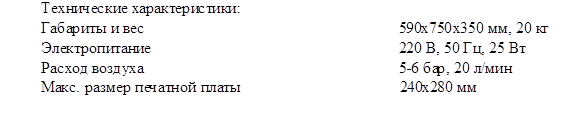
- монтажная станция Royonic 550 (Royonic, Германия) (рисунок 1.6).

Рисунок 1.6 – Монтажная станция Royonic 550
Особенности:
- эргономичный дизайн;
- удобство эксплуатации;
- возможность объединения установок в сеть.
Таблица 1.1 – Технические характеристики Royonic 550
| Наименование: | Параметр: | Примечание: |
| Количество магазинов: | 78 шт. | Размер магазина: 620 х 105 х 50 мм |
| Количество ячеек: | 624 шт. | Размер одиночной ячейки: 73 х 88 x 45 мм .Также возможно разделение ячеек при помощи перегородок. Другие размеры ячеек также возможны. |
| Скорость установки компонентов: | до 1600 комп./час. | Типовой диапазон составляет 700 – 1000 комп./час |
| Скорость подачи ячейки: | 3 сек. | скорость подачи приблизительно 30 ячеек/сек. |
| Ошибка: | 0,02% | - |
| Защита компонентов: | имеется | Магазины и ячейки выполнены из токопроводящего пластика, а также заземлены. Проводимость поверхности стола и проводов заземления выполнены согласно ISO 9000 и Европейских норм. |
| Напряжение питания: | 100 – 230 В/ 50-60 Гц, 650 Вт | - |
| Источник светового луча: | галогенная лампа 6В / 10 Вт | опционально поставляется лазерный источник |
| Занимаемая площадь: | 1000 x 1560 мм | - |
| Вес: | 350 кг. | - |
1.3 Оплавление
После нанесения паяльной пасты и установки элементов следует этап оплавления. Для этого используют печи, которые отличаются количеством зон нагрева и методом подогрева — инфракрасным, конвекционным, смешанным.
Инфракрасные печи имеют низкую цену и применяются при изготовлении несложных плат. Обусловлено это тем, что инфракрасный тип нагрева имеет целый ряд отрицательных эффектов. Наиболее существенно влияют на работу следующие:
- теневой эффект. Высокие элементы могут закрывать более низкие, создавая так называемую "тень", то есть зону, где высока вероятность непропая. Также некоторые элементы могут закрывать свои собственные выводы;
- существенное влияние на процесс пайки оказывает отражающая способность корпуса элемента;