Курсовая работа: Разработка технологического процесса сборки редуктора червячного и изготовления крышки корпуса
при сборке вала позиция №5 принимаем в качестве базовой детали вал, базирующийся по наружной поверхности диаметром 60 мм.
1.6 Организационная форма сборки
Выбор формы сборки определяется серийностью производства, а также конструкцией изделия. Учитывая, что технологический процесс относится к массовому производству, а конструкция изделия позволяет применить узловую сборку в качестве формы сборки выбрана поточная, с использованием конвейерной линии и средств автоматизированной сборки. При этом действительный такт сборки равен:
tв =![]() , (1.3)
, (1.3)
где Fд - действительный годовой фонд времени работы оборудования, час.
tв =![]() = 0,6
= 0,6
Учитывая то, что собираемое изделие имеет средние габариты и требуется доступ к собираемому изделию с разных сторон, то с целью сокращения времени на вспомогательные операции целесообразно применять конвейер с гибкой связью, что позволяет кратковременно приостанавливать подвеску с собираемым редуктором. На подвеске собираемое изделие крепится в специальном приспособлении, обеспечивая постоянство баз, принятых в качестве технологических для базовой детали на общей сборке при ее поворотах на подвесе. Сборочная единица поступает на линию общей сборки в контейнерах, которые размещаются вдоль конвейера в определенных местах.
1.7 Разработка технологического процесса сборки
Последовательность операций определятся на основе технологических схем и общего перечня работ. При разделении операций на переходы, учитывалось то, что длительность операции был в пределах действительного такта выпуска tв или кратна данному времени.
Технологический маршрут процесса сборки. Последовательность операций определяется на основе технологических схем и общего перечня работ.
Учитывая среднесерийный тип производства, принимаем следующую структуру сборки:
сборочные узлы собираются стационарно;
общая сборка представляет собой подвижную поточную сборку с расчленением процесса на операции и регламентированным тактом их выполнения, с передачей собираемого объекта от одной позиции к другой посредством механических транспортирующих устройств.
Определим такт выпуска изделия:
![]() (1.4)
(1.4)
Ф - годовой фонд времени рабочего или станка; N- годовая программа.
![]() мин/шт
мин/шт
Таблица 1.3.
Схема распределения рабочих по операциям сборки
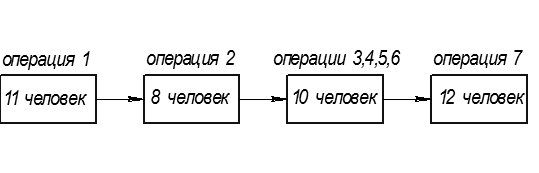
Рис. 1.2.
Последовательность операций определяется на основе технологических схем и общего перечня работ.
Учитывая массовый тип производства, принимаем следующую структуру сборки:
сборочные узлы собираются стационарно;
общая сборка представляет собой подвижную поточную сборку с расчленением процесса на операции и регламентированным тактом их выполнения, с передачей собираемого объекта от одной позиции к другой посредством механических транспортирующих устройств.
Таблица 1.4. Технологический маршрут процесса сборки
| № операции | Операция | Содержание операции, переходов | Приспособление, оборудование, инструмент | Время Т шт, мин |
| 1. Узловая сборка корпуса | ||||
| 05 | Ввернуть пробку 18 в корпус 16 |
Установить корпус в приспособление Ввернуть пробку в корпус Снять корпус Переместить корпус на следующую позицию |
Грузонесущий ленточный конвейер К-во Просмотров: 695
Бесплатно скачать Курсовая работа: Разработка технологического процесса сборки редуктора червячного и изготовления крышки корпуса
| |