Курсовая работа: Разработка технологического процесса сборки шпиндельной бабки и технологического процесса изготовления шлицевого вала
2.3 Анализ технических требований на деталь
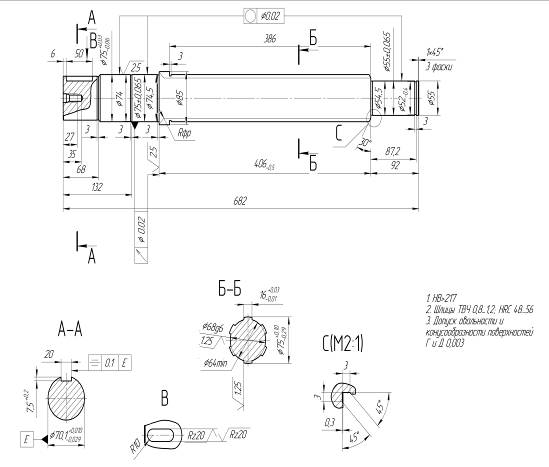
1) ![]() – допуск круглости наружных цилиндрических поверхностей вала с диаметрами 75 и 55 не более 0,02мм.
– допуск круглости наружных цилиндрических поверхностей вала с диаметрами 75 и 55 не более 0,02мм.
Отклонение от круглости диаметра 0,02мм. Не соблюдение данного требования привелет к тому, что подшипники будут не плотно прилегать к поверхности, что приведет к биению подшипников.
2) ![]() – допуск торцового биения торцевой поверхности вала не более 0,02мм.
– допуск торцового биения торцевой поверхности вала не более 0,02мм.
Не соблюдение данного требования приведет к тому, что подшипники будут не плотно прилегать к торцам вала, что приведет к смещению подшипников.
3) ![]() – допуск симметричности боковых поверхностей шпоночного паза относительно базы Е не более 0,1мм.
– допуск симметричности боковых поверхностей шпоночного паза относительно базы Е не более 0,1мм.
Не соблюдение приведет к тому, что крутящий момент со шкива через шпонку будет передаваться с потерей
4) ![]() – допуск параллельности боковых поверхностей шпоночного паза относительно базы Е на длине 100мм. не более 0,1мм.
– допуск параллельности боковых поверхностей шпоночного паза относительно базы Е на длине 100мм. не более 0,1мм.
Шероховатость на обрабатываемые поверхности
Шероховатость R=2,5мкм на наружную цилиндрическую поверхность диаметра 75
Шероховатость R=1,25мкм на наружную цилиндрическую поверхность диаметра 70,1
Шероховатость R=1,25 мкм на внутреннюю поверхность шлицевого паза
Шероховатость R=20 мкм боковую поверхность шпоночного паза.
2.4 Разработка технологического процесса изготовления детали
2.4.1 Разработка последовательности выполнения операций при изготовлении детали
Для изготовления данной детали используется легированная сталь 30 ХГСА
1) Химический состав:
Содержание углерода 0,28%, кремния 0,9%, марганец 0,8%, хрома 0,8%
2) Физические и механические свойства:
Число твердости 229 HB
Температура первой закалки или нормализации 880![]() , среда охлаждения масло.
, среда охлаждения масло.
Температура отпуска 540![]() , среда охлаждения вода или масло.
, среда охлаждения вода или масло.
Предел текучести ![]() =835 Н/
=835 Н/![]() .
.
Относительное удлинение 10%.
Относительное сужение 45%.
Ударная вязкость 49 Дж/![]() .
.
Имеет высокую прочность и трудно подаётся обработке различным режущим инструментом.
Исходя из того, что у нас N=750шт/год, мелкосерийный тип производства, вид детали вал шестерня, изготавливаемый из легированной стали 30 ХГСА принимаем способ получения заготовки прокатом. Мы не можем принять способ литья из за материала. Способ получения заготовки методом ковки и штамповки экономически нецелесообразен, т.к. идет высокая трата материала.