Курсовая работа: Разработка технологии и оснастки для изготовления детали "Планка"
анализ технологичности конструкции детали;
разработка технологической схемы штамповки;
разработка схемы раскроя материала;
определение величины потребного усилия по операциям;
выбор оборудования;
расчет исполнительных размеров пуансонов и матриц;
расчет пуансона на прочность
1. Анализ конструктивности формы и технологичности изготовления элементов детали операциями листовой штамповки
Под технологичностью следует понимать такое сочетание конструктивных элементов, которое обеспечивает наиболее простое и экономичное изготовление деталей при соблюдении техники и эксплуатационных требований к ним.
Основными показателями технологичности листовых холодноштамповочных деталей являются:
наименьший расход материала;
наименьшее количество и низкая трудоемкость операции;
отсутствие последующей механической обработки;
наименьшее количество требуемого оборудования и производственных площадей;
применение прогрессивных материалов;
наименьшее количество оснастки при сокращении затрат и сроков подготовки производства.
Общим результативным показателем технологичности является наименьшая стоимость штампуемых деталей.
Возможность формообразования при разделительных операциях определяется способностями материала заготовки изменять форму под действием деформирующего усилия и возможностью изготовления рабочих частей штампа способных осуществить заданное формоизменение. Деталь получаем за две операции: вырубка контура, пробивка отверстий. Конфигурация детали простая.
Для достижения качественных деталей при вырубке должны соблюдаться определенные требования по наименьшему расстоянию отверстий и пазов от края детали, а также минимальные диаметры вырубаемых отверстий.
Расстояние между пробиваемыми отверстиями, а также между краем детали и отверстием больше минимальных значений перемычек, при которых можно использовать пробивку, т.е. больше чем ![]() таблица 1 /2/.
таблица 1 /2/.
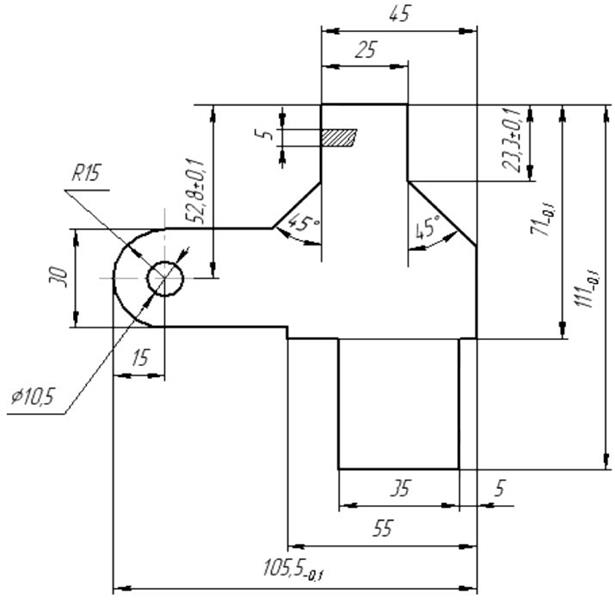
Масштаб 5:1
Рис.1 Эскиз для анализа технологичности формы детали
2. Составление технологической схемы штамповки
Технологическая схема штамповки включает в себя определение размеров плоской заготовки, необходимой для изготовления заданной детали, определения операций для изготовления детали, их качество и последовательность. Также оценивается возможность совмещения операций. Определение типа штампа с учетом серийности производства.
В рассматриваемом случае деталь гибке не подлежит, поэтому все размеры оставляем без изменений.
3. Разработка схемы раскроя материала
Понятие раскрой включает в себя такие составные элементы, как раскрой листа и раскрой полосы. Мерой эффективности раскроя служит коэффициент использования металла.
Раскрой полосы должен обеспечить: наилучшее качество детали, наилучшее использование материала, простоту конструкции штампа и наивысшую стойкость его рабочих частей, а также удобство и безопасность работы на штампе. Экономичность раскроя зависит от правильно выбранной величины перемычек. Ширина перемычек при вырубке (между деталями и по краям полосы) зависит от ряда факторов: толщины листа, свойств материала. типа штампа. Размеров и формы вырубаемого контура.