Курсовая работа: Разработка технологии и оснастки для изготовления детали "Планка"
![]() /2/
/2/
где![]() - допуск на ширину ленты (таблица 1/2/), мм;
- допуск на ширину ленты (таблица 1/2/), мм;
![]() - ширина перемычки, мм;
- ширина перемычки, мм;
![]() - ширина полосы, мм;
- ширина полосы, мм;
![]() - размер вырубаемой детали, мм;
- размер вырубаемой детали, мм;
![]()
По ГОСТ 4986-70 выбираем ленту 12Х18Н9(М)
Находим коэффициент использования металла:
![]()
где![]() - коэффициент использования металла;
- коэффициент использования металла;
![]() - площадь штампуемой детали,
- площадь штампуемой детали,![]() ; Площадь
; Площадь ![]()
![]()
![]() ширина ленты,
ширина ленты, ![]() ;
;
![]() - шаг подачи.
- шаг подачи.
![]()
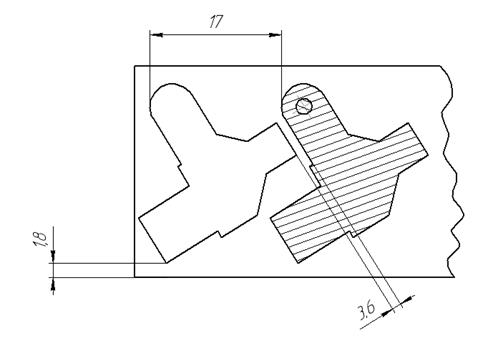
Рис.2 Эскиз схемы раскроя
4. Определение величины потребного усилия штамповки по операциям и полного технологического усилия
При вырубке и пробивке, потребное для этих операций усилие зависит от габаритных размеров вырубаемой детали и пробиваемых отверстий, толщины и механических свойств штампуемого материала, зазора между пуансоном и матрицей формы и состояния режущих кромок пуансона и матрицы, способа удаления деталей и отхода применяемой смазки.
Для операции «вырубка детали по контуру с пробивкой отверстий применяем инструмент с плоскими кромками.
Усилие вырубки и пробивки определяем по формуле
![]() /1/
/1/
где![]() - усилие вырубки, кН;
- усилие вырубки, кН;
![]() - периметр вырубаемого контура, включая отверстие, мм;
- периметр вырубаемого контура, включая отверстие, мм;
![]() - толщина материала, мм;
- толщина материала, мм;
![]() - сопротивление срезу, МПа.
- сопротивление срезу, МПа.
![]()
![]() .
.
![]()
![]() (Приложение 1 /2/)
(Приложение 1 /2/)
![]()
![]()
При вырубке деталь остается в матрице, а отход плотно охватывает пуансон. В связи с этим при рабочем ходе пуансона необходимо преодолеть не только сопротивление выруке-пробивки, но и сопротивление сил трения, возникающих при перемещении детали относительно матриц, а также сопротивление сил трения на контактной поверхности пуансону и отхода металла. В этом случае усилие пресса