Курсовая работа: Ремонт автоматического регулятора
Цилиндры разбивают, очищают, их детали осматривают и обмеряют. После устранения неисправностей рабочие поверхности корпуса цилиндра, манжету, войлочное кольцо поршня и сальник смазывают тормозной смазкой, а также производят сборку.
Рычажную тормозную передачу разбирают, все детали тщательно осматривают и обмеряют для определения величины износов и выявления дефектов. Негодные детали ремонтируют или заменяют. Неисправные предохранительные устройства восстанавливают до альбомных размеров. Для повышения эксплуатационной надежности предохранительные скобы ставят на резиновых прокладках, а на длинные тормозные тяги устанавливают ограничители вибрации – дополнительные скобы с резиновыми и деревянными прокладками. Автоматические регуляторы выхода штока тормозного цилиндра ремонтируют с проверкой действия на специальном стенде.
При заводском ремонте запасные и рабочие ревервуары очищают и подвергают гидравлическому испытанию. После выполнения наносят трафарет с указанием даты и ремонтного пункта.
Ревизия тормозного оборудования выполняется через каждые шесть месяцев при отцепочном ремонте вагонов и на пунктах отстоя. При ревизии осматривают и проверяют: тормозные цилиндры, рычажную передачу, предохранительные устройства, прочность крепления тормозных цилиндров, резервуаров, скоб, воздухопровода, соединительных рукавов и их подвесок. Изношенные тормозные колодки заменяют. Воздухораспределители без бирок и с неявными клеммами на бирках заменяют.
1. КОНТРОЛЬНЫЕ ПУНКТЫ АВТОТОРМОЗОВ И АВТОМАТНЫЕ ЦЕХИ
Ремонт пневматического оборудования тормозов подвижного состава производится в автоматных цехах или отделениях депо, заводов и контрольных пунктах автотормозов (АКП) (рис.1).
АКП организуют в депо, ремонтирующих грузовые и пассажирские вагоны, а также на вагоноремонтных заводах. АКП специализируют на ремонте тормозного оборудования либо грузовых, либо пассажирских вагонов, а отдельных случаях – грузовых и пассажирских вагонов.
Имеющаяся на АКП компрессорная установка (станция), кроме обеспечения своих потребностей, снабжает сжатым воздухом пункты технического обслуживания вагонов, а также других потребителей узла.
В АКП имеются отделения наружной очистки, разборки тормозных приборов, ремонта воздухораспределителей и авторежимов, авторегуляторов, тормозной арматуры и междувагонных соединений, поршневых узлов тормозных цилиндров, механическое отделение, а также кладовая и при необходимости – служебно-бытовые помещения. Суточная программа ремонта для типового АКП (рис.1) составляет около 100 воздухораспределителей.
Тормозное оборудование в АКП ремонтируют в соответствии с типовым технологическим процессом, технологическими картами, техническими нормами и требованиями инструкций.
Тормозные приборы очищают и обмывают в специальной машине с использованием моющего раствора, подогретого до температуры 70-800 С, после чего приборы разбирают и комплектно укладывают в специальные поддоны или корзины из проволочной сетки и направляют в машину для вторичной обмывки. Затем тормозные приборы направляют в ремонтное отделение, оборудованное конвейерным транспортером и стойками с оснасткой для ремонта и испытания подкомплектов магистральных и главных частей воздухораспределителей, авторежима. Ремонтные позиции размещены последовательно вдоль потока с расчётом, чтобы с любой из них было удобно брать перемещающиеся по конвейеру узлы. Здесь же установлены специальные станки для притирки и полгонки уплотнительных металлических колец, гидравлические и пневматические прессы, устройство для проверки пружин тормозных приборов, стеллажи и шкафы для инструмента. На рабочих местах вывешивают выписки из действующих правил и технологических процессов ремонта соответствующих узлов.
При поточно-узловом методе ремонта неисправные части заменяются новыми или заранее отремонтированными при строгом соблюдении очередности и максимальной параллельности ремонтных операций.
Все воздухораспределители и авторежимы после ремонта обязательно испытывают на стендах в специально оборудованном отделении, расположенном рядом с отделением ремонта.
Для испытания воздухораспределителей применяют двухпозиционные стенды с электропневматическим управлением, которые обеспечивают быстроту, высокое качество и точность выполнения операций в соответствии с установленными нормами и правилами.
Приёмку тормозных приборов при испытании на стендах производит бригадир или мастер АКП.
На принятом после испытания тормозном приборе ставят пломбу и бирку, на которой ставят клеймо-дату ремонта и условный номер АКП. При этом номер отремонтированного прибора и результаты испытаний записывают в специальный журнал с подписью работников, сдавших и принявших тормозной прибор.
На привалочные фланцы принятых и опломбированных приборов устанавливают предохранительные щитки (резиновые, пластмассовые, картонные) и сдают в кладовую. Авторегуляторы рычажных передач ремонтируют в отделении, находящемся, как правило, рядом с отделением наружной обмывки. После обмывки их разбирают, очищают от грязи внутренние полости и поверхности деталей регулировочного механизма, а затем ремонтируют и испытывают с применением типовой оснастки. На принятом после испытания авторегуляторе, так же как и на тормозном приборе, закрепляют бирку с клеймами.
Концевые, разобщительные краны и краны экстренного торможения ремонтируют в отделении тормозной арматуры. Вдоль поточной линии установлены типовые столы – верстаки с приспособлениями и оснасткой для разборки, ремонта и испытания. На рабочих местах расположены выписки из правил и технологического процесса выполнения операций.
Отделение ремонта соединительных рукавов оснащено приспособлениями для очистки, ремонта и испытания. Неисправный рукав раскомплектовывают, негодные элементы заменяют исправными. Соединительные головки, хомутки, резинотканевые трубки, снятые головки и штуцера очищают, проверяют контрольными шаблонами, ремонтируют и передают для комплектования новых рукавов на специальных стендах. Перед гидравлическим и пневматическим испытаниями скомплектованный рукав выдерживают не менее 24 часов для высыхания резинового клея, которым смазывают наконечники головки и штуцера. После испытания на соединительных рукавах закрепляют бирки с клеймами.
Тормозное оборудование пассажирских вагонов отличается от оборудования грузовых в основном конструкцией воздухораспределителей, а также применением электропневматической системы управления. Пневматическое и электропневматическое оборудование пассажирских вагонов ремонтируют также в АКП.
Все тормозное оборудование, отремонтированное и испытанное в АКП, должно быть зафиксировано в журнале формы ВУ-47.
Хранение отремонтированного и испытанного тормозного оборудования необходимо производить на специальных стеллажах и в кладовой готовой продукции
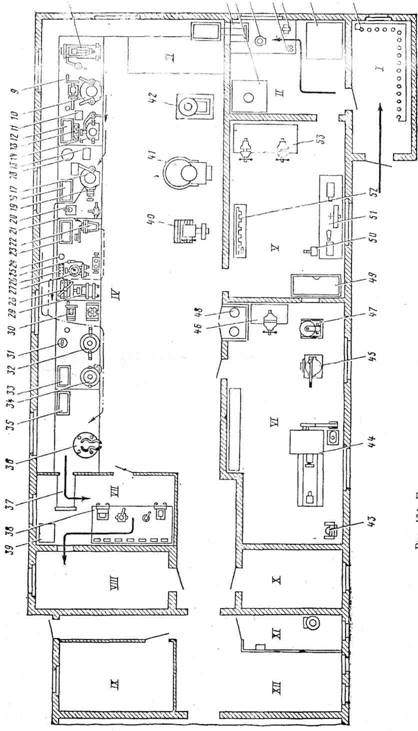
Экспликация
/ — отделение для наружной очистки; // — отделение для разборки и очистки; /// — место для осмотра и определения объема ремонта; IV — отделение для ремонта приборов; V — отделение для ремонта арматуры; VI — механическое отделение; VII — отделение для контроля и испытания приборов; VIII — кладовая; IX — гальваническое отделение; X — контора мастера; XI — котельная; XII — бытовая комната
2. КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ АВТОРЕГУЛЯТОРА ТРП №574Б, УСЛОВИЯ РАБОТЫ И РЕМОНТА
Все грузовые вагоны, построенные с 1974 г. оборудованы автоматическими регуляторами одностороннего действия № 574Б (рис.2), предназначенными для стягивания рычажной передачи и компенсации износа тормозных колодок. Применение регуляторов позволяет устранить ручную регулировку рычажных передач и поддерживать выход штока ТЦ в установленных пределах. Тем самым обеспечивается правильное взаимное расположение рычагов и тяг, достигается стабильность коэффициента полезного действия рычажной передачи и высокая тормозная эффективность. Наибольшее передаваемое через регулятор усилие составляет 80 кН.
Автоматический регулятор состоит из корпуса 14 с крышкой 16и головкой 3, защитной трубы 2 с наконечником, возвращающей пружины 13, тягового стакана 7 со стопорным кольцом 12и крышкой стакана 4, тягового стержня 17 с ушком 19, регулирующей 8 и вспомогательной 5гаек с упорными подшипниками 9, пружинами 6 и 11 и втулкой 10, а также регулирующего винта 1 с несамотормозящейся трехзаходной трапециедальной резьбой и предохранительной гайкой 15.
При нормальных зазорах между колодками и колесамив процессе торможения упор 18приближается к корпусу регулятора, но не достигает его или только соприкасается с ним. Усилие от тягового стержня передается на тяговый стакан 7, который входит в сцепление с регулирующей гайкой 8и через нее на регулирующий винт 1 и в рычажную передачу.