Курсовая работа: Ремонт двигателя Стук двигателя Стук глухого тона Частота стука возрастает с увеличением оборотов
· Снять крышки коренных подшипников с вкладышами (головка на 17 из набор № 2 ТУ 2-035-662-79 ).
· Снять коленвал, упорные полукольца и вкладыши.
2.2 Вал коленчатый – ремонт
Внимание :
Коленвал должен быть чистым.
Контроль и сортировку произвести по ТИ 3100.25100.40102
· Шлифование коренных шеек.
· Подготовить к работе станок типа ЗА 423 согласно инструкции по его эксплуатации.
· Установить:
- в шпиндели станка центры 7032-0115 ГОСТ 2575-79;
- на коленчатый вал фланец 67.7125.9500/3 и поводок;
- в центры станка коленчатый вал;
- люнет.
· Замерить в двух плоскостях коренные, шатунные шейки и определить ремонтный размер (микрометр МК 50-1, МК 75-1 ГОСТ 6507-78).
· Прошлифовать коренные шейки коленчатого вала под ближайший ремонтный размер, рис.1 (шлифовальный круг типа 24А40НС 16 А5 ГОСТ 2424-75, микрометр МК 50-1 или МК 75-1 ГОСТ 6507-78, индикатор ИЧ-10 ГОСТ 577-68, люнет и стойка для индикатора из комплекта оснастки станка).
При соприкосновении шлифовального круга с шейкой включить подачу охлаждающей жидкости.
Режим шлифования:
обороты коленвала - 1,03с-1 (62 об/мин);
обороты шлифовального круга 13-13,8с-1 (780-830 об/мин).
Внимание . Правку шлифовального круга производить алмазным карандашом марки C1-1 ГОСТ 607-80Е.
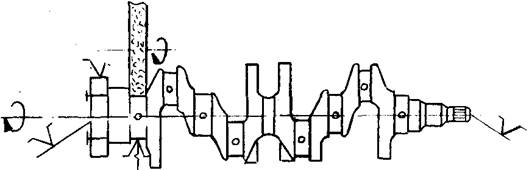
Рисунок 1
· Отполировать коренные шейки коленвала - рис.2 (алмазная паста типа Ам 40/28 НВ ГОСТ 25593-83Е или абразивная лента 41.2792.4008).
Режим полирования:
- обороты коленвала 1,03 с-1 (62 об/мин).
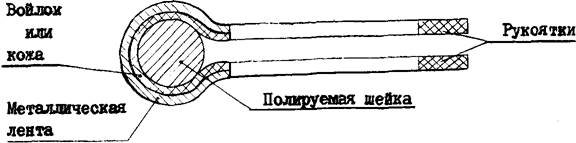
Рисунок 2
· Снять коленвал со станка.
· Шлифование шатунных шеек.
· Переместить центросместители станка на радиус кривошипа:
- для коленвала 2101 - на(33+0,06) мм;
- для коленвала 2103 - на(40+0,06) мм.
· Установить на коленвал дополнительную втулку 67.7125.9500/1.