Курсовая работа: Синтез и анализ ХТС в производстве бензина
350
Выход кокса при каталитическом крекинге составляет 4–8 % .
Расходные коэффициенты для установки крекинга «КС» (на 1 т сырья): топливо жидкое 6,7 кг, топливо газообразное 9,5 кг, электроэнергия 3,2-105 кДж, катализатор 1,9 кг, водяной пар (потребляемый) 270 кг, водяной пар (вырабатываемый) 685 кг.
Каталитический риформинг нефтепродуктов
Риформипгом называется вторичный процесс переработки нефтепродуктов, проводимый с целью получения индивидуальных ароматических углеводородов, водорода или бензина с повышенным содержанием ароматических углеводородов. Процесс риформинга проводится в присутствии катализаторов (каталитический риформинг).
В зависимости от цели процесса существует две разновидности каталитического риформинга:
— ароматизация – получение ароматических индивидуальных углеводородов.
— облагораживание бензина – получение бензина с высоким содержанием ароматических углеводородов и высоким ОЧ.
Технологическая схема установки со стационарным слоем катализатора АП-64 производительностью один миллион тонн в год бензина АИ-95 приведена на рис. 3.
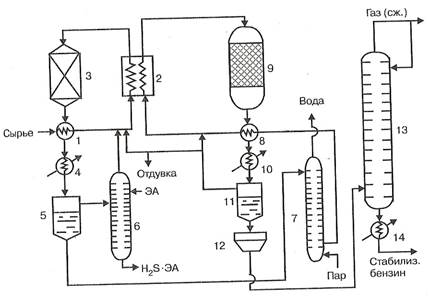
Рис. 3. Технологическая схема облагораживания бензина:
1, 8 – теплообменники, 2 – печь двухсекционная, 3 – реактор гидроочистки, 4,10, 14 – холодильники, 5 – сепаратор гидроочистки, 6 – этаноламинный абсорбер, 7 – отпарная колонна, 9 – реактор платформинга, 11 – сепаратор платформинга высокого давления, 12 – сепаратор платформинга низкого давления, 13 – колонна стабилизации
Исходное сырье, пройдя теплообменник 1, смешивается с циркулирующим газом гидроочистки и избыточным водородсодержащим газом риформинга и нагревается в первой секции печи 2. Образовавшаяся газосырьевая смесь поступает в реактор гидроочистки 3, где очищается от соединений серы, азота и кислорода. Очищенная парогазовая смесь охлаждается в теплообменнике 1 и холодильнике 4 и поступает в сепаратор гидроочистки высокого давления 5, где разделяется на циркуляционный газ и жидкий гидркэгенизат (очищенный бензин). Газ, 1 содержащий водород и сероводород, подается в абсорбер 6, где очищается от сероводорода раствором этаноламина, после чего в виде циркуляционного газа смешивается с сырьем, поступающим на гидроочистку. Гидрогеыизат из сепаратора 5 поступает в отпарную колонну 7, где из него удаляют остатки сероводорода, водяные пары и газообразные углеводороды. Стабильный гидрогенизат выводится из нижней части колонны, проходит теплообменник 8, смешивается с водородсодержащим газом риформинга и, пройдя вторую секцию печи 2, поступает в батарею из трех реакторов платформинга 9. Из последнего реактора батареи газопродуктовая смесь проходит теплообменник 8 и холодильник 10 и охлажденная до 30°С поступает в сепаратор высокого давления 11 для отделения циркуляционного газа от жидкого катализата. Циркуляционный газ возвращается в систему платформинга и гидроочистки, а нестабильный катализат (бензин) поступает в сепаратор низкого давления 12. Из сепаратора катализат направляется в колонну стабилизации 13, где из него отделяются легколетучие продукты, направляемые на сжижение. Стабильный бензин отбирается из нижней части колонны и, пройдя холодильник 14, поступает на фракционирование.
На основании приведённых данных выбираем наиболее оптимальную схему по производству бензина каталитическим крекингом нефтепродуктов.
4.2. Определение технологической топологии ХТС
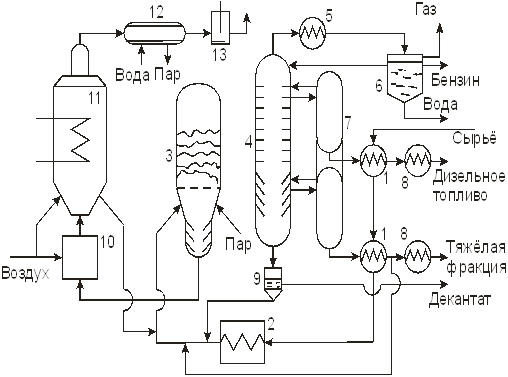
Для установления оптимального характера и порядка взаимодействия отдельных аппаратов в производственном процессе рассмотрим технологическую производства бензина в процессе крекинга (рис. 2).
В технологической схеме представлены последовательные, и обратные (рециклические) топологические связи между аппаратами. Поскольку в ХТС присутствует рецикл, то она относится к замкнутому типу ХТС.
Последоваетльные технологическими связями обеспечивают поэтапный проход сырья и продуктов реакции все технологические стадии. (аппараты 1 – 13). В замкнутом цикле работают аппараты 1–3–4–7, 5–6–4, 4–9–3.
4.3. Установление технологических и конструкционных параметров ХТС, технологических параметров режима и потоков
Основным аппаратом установки каталитического крекинга является реактор кипящего слоя. Реактор крекинга «КС» представляет цилиндрический стальной аппарат диаметром 4 м и высотой 40 м с верхним штуцером для ввода паров сырья и нижним – для вывода отработанного катализатора. Внутренний объем реактора разделен на три зоны: реакционную, отпарную и отстойную. В отпарную зону подается водяной пар для отделения адсорбированных на катализаторе углеводородов. Реакционная зона реактора заполнена кипящим слоем катализатора, который создается парами сырья высотой 5–6 м и плотностью 400 кг/м3 . Производительность реактора составляет 800 т/сутки.
Входящие потоки:
Пар – темпетатура 450 0 С, давление 0,25 МПа;
Сырьё – 300 0 С, давление 0,25 МПа;
Исходящие потоки:
Пары продуктов реакции и водяной пар – темпетатура 450 0 С, давление 0,20 МПа;
4.4. Изображение графических моделей ХТС
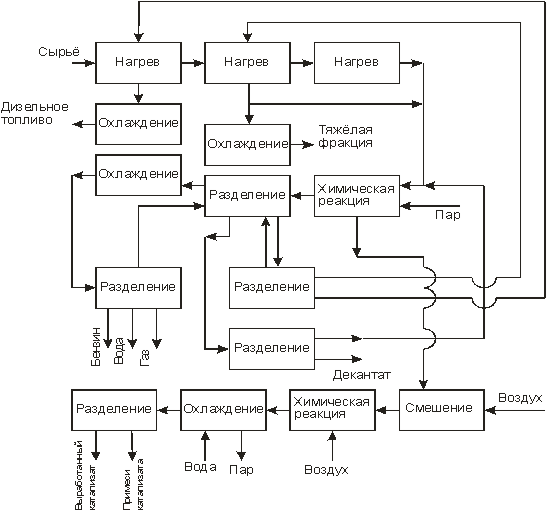
4.4.1. Функциональная схема
4.4.2. Структурная схема
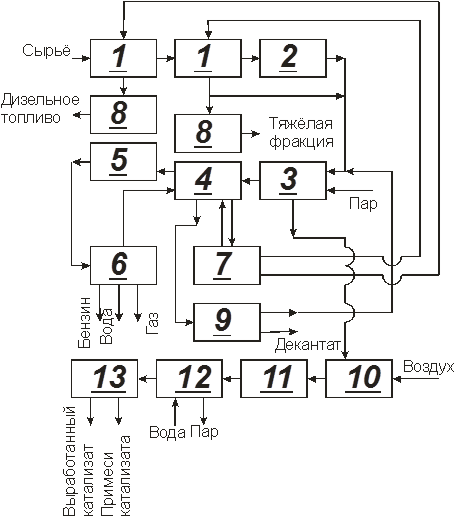
1 — теплообменники, 2 — трубчатая печь, 3 — реактор «КС», 4 — ректификационная колонна, 5 — холодильник-конденсатор, 6 — газоотделитель, 7 — отпарнаа колонна, 8 — холодильники, 9 — шламоотделитель, 10 — узел смешения, 11 — регенератор катализатора «КС», 12 — котел-утилизатор, 13 — электрофильтр.
4.4.3. Операторная схема
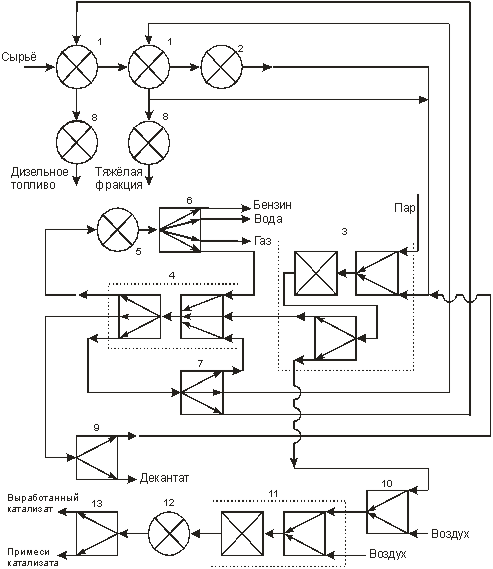
1 — теплообменники, 2 — трубчатая печь, 3 — реактор «КС», 4 — ректификационная колонна, 5 — холодильник-конденсатор, 6 — газоотделитель, 7 — отпарнаа колонна, 8 — холодильники, 9 — шламоотделитель, 10 — узел смешения, 11 — регенератор катализатора «КС», 12 — котел-утилизатор, 13 — электрофильтр.
4.4.4. Технологическая схема
1 — теплообменники, 2 — трубчатая печь, 3 — реактор «КС», 4 — ректификационная колонна, 5 — холодильник-конденсатор, 6 — газоотделитель, 7 — отпарнаа колонна, 8 — холодильники, 9 — шламоотделитель, 10 — узел смешения, 11 — регенератор катализатора «КС», 12 — котел-утилизатор, 13 — электрофильтр.