Курсовая работа: Сварочные операции
Сварка металлического ящика проходила сварочным аппаратом Minarc.
Питание от источника 230В однофазного тока, номинальная мощность 150А, можно работать с электрокабелями длиной до 50м.
При сварке использовались стальные электроды УОНИ - 13/45 О 3мм
Стальной покрытый электрод представляет собой определенных размеров стержень, на поверхности которого опрессовкой или окунанием нанесено специальное покрытие.
При выборе марки электрода для сварки конструкций в монтажных условиях следует учитывать трудность поддержания постоянной длины дуги, что может привести к образованию пор в швах. Электроды с основным покрытием очень чувствительны к изменению длины дуги. Поэтому при сварке следует применять электроды с рутиловым или с рутилоосновным покрытиями.
Ящик под раствор изготавливается из листовой стали толщиной 3мм.
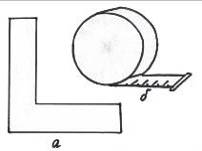
Применялась струбцина для удержания уголков при сварке.
При выполнении электродуговой сварки необходим следующий инструмент: стальная щетка для зачистки кромок перед сваркой и для удаления с поверхности швов остатка шлака; молоток - шлакоотделитель для удаления шлаковой корки, особенно с угловых швов; зубило ; набор шаблонов для проверки размеров швов; метр, отвес, стальная линейка ; угольник; чертилка , а также ящик для хранения и переноски инструмента, защитные приспособления.


а) б)
Инструменты для зачистки шва и свариваемых кромок:
а - молоток-шлакоотделитель, б – щетка
Инструменты: а - угольник; б - рулетка
Организация сварочного поста
Сварочный пост - рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, сборочносварочными приспособлениями и инструментом, щитком или маской.
Сварочные посты в зависимости от рода применяемого тока и типа дуги делят на следующие виды:
постоянного тока с питанием от однопостового или много постового сварочного преобразователя;
переменного тока с питанием от сварочного трансформатора.
Сварочные посты могут быть стационарными или передвижными.
Передвижные посты применяют при сварке крупногабаритных изделий непосредственно на производственных площадях цехов или строительных площадках. Защита от лучей дуги в этих случаях производится щитами, а защитой источника питания дуги от дождя и снега служат навесы.
Сварка металлического ящика под раствор проводится на стационарном сварочном посту.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров. В кабине обычно помещают однопостовой сварочный трансформатор или сварочный выпрямитель. Вращающийся преобразователь постоянного тока создает при работе сильный шум, поэтому его лучше размещать за пределами кабины. При питании сварочных постов от многопостовых преобразователей постоянного тока и выпрямителей сварочный ток разводят по кабинам проводами или шинами. В кабине устанавливается рубильник или магнитный пускатель для включения источника тока. На рабочем столе располагаются специальные приспособления для сборки и зажатия свариваемых деталей, а также ящика для штучных электродов и инструмента. На стенке кабины подвешивают сушильный шкаф для прокалки электродов.
Сварочный пост для ручной сварки

1 - сеть электропитания, 2 - рубильник, 3 - источник питания дуги, 4 - сварочные провода, 9 - горелка или электрододержатель.
Технологический процесс выполнения сварочных работ по изготовлению ручной дуговой сваркой металлического ящика под раствор
Для изготовления металлического ящика под раствор сначала нужно подготовить металл.
Подготовка металла заключается в правке, очистке, разметке, резке и сборке.
Правкой устраняют деформацию прокатной стали. Листовой и сортовой металл правят в холодном состоянии на листоправильных и углоправильных вальцах и прессах. Сильно деформированный металл правят в горячем состоянии.