Курсовая работа: Сварочные операции
5. Применение стыковых соединений.
К технологическим способам относятся:
1. Рациональная технология сборки и сварки, которая включает правильный выбор вида и режима сварки, а также правильную последовательность наложения швов.2. Жесткие закрепления деталей. Закрепление рекомендуется при сварке плоских листов для предотвращения угловых деформаций. Полностью устранить деформации закреплением невозможно, так как при освобождении от зажима сварное изделие продолжает деформироваться.3. Обратный выгиб деталей. Свариваемые изделия предварительно изгибают перед сваркой на определенную величину в обратную сторону, по сравнению с изгибом, вызываемым сваркой. Величина изгиба устанавливается опытным или расчетным путем.4. Правильный тепловой режим. Для уменьшения деформации изделий, можно применять предварительный подогрев зоны сварки шириной 40 - 50 мм с каждой стороны шва. При этом снижается перепад температур между участками сварного соединения, подвергающимися сильному нагреву при наложении шва, и, следовательно, уменьшаются напряжение и конечные деформации.
5. Многослойные и обратноступенчатые швы. Последовательное введение меньших количеств тепла применением многослойных швов вместо одновременного при однослойном шве способствует выравниванию нагрева сварного соединения и уменьшает сварочные напряжения и деформации.
Обратноступенчатый способ заключается в том, что всю длину шва разбивают на отдельные ступени и сварка каждой ступени производится в направлении, обратном общему направлению сварки. Этот способ обеспечивает более равномерный нагрев металла шва по всей его длине и минимальные сварочные деформации и напряжения.6. Принудительное охлаждение в процессе сварки. Уменьшая зону нагрева при сварке созданием быстрого и интенсивного отвода тепла, можно значительно уменьшить остаточные деформации. Отвод тепла осуществляют, погружая изделие вводу и оставляя на воздухе только участок сварки. Этот способ пригоден для незакаливающихся низкоуглеродистых сталей.
Схемы заполнения швов по длине:
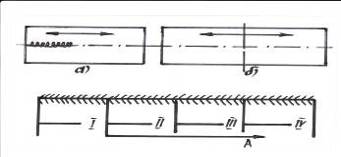
а - напроход, б - от середины к краям, в - обратноступенчатая; I, II, III, IV - ступени, А - общее направление шва
Деформация вне плоскости сварных соединений:
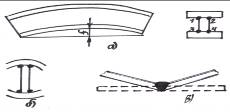
а - серповиднось балки, б - грибовидность полок балки, в - угловая деформация стыкового соединения, f - прогиб балки; 1,2,3,4 - порядок наложения швов
Деформации в плоскости сварных соединений:
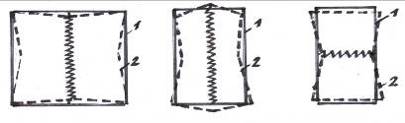
1 - форма соединения до сварки, 2 - после сварки
Возможные дефекты сварных швов и методы их устранения
Дефекты сварных соединений - это отклонения от предусмотренного техническими условиями качества металла, сплошности, состояния поверхности соединений. Основными дефектами сварных швов являются надрезы, прожоги, непровары, трещины, газовые поры, шлаковые включения, отклонения от заданных размеров и формы шва.
Все дефекты подразделяются на наружные, внутренние и сквозные.
К наружным дефектам относятся занижение размеров и превышение усиления сварных швов, смещение шва от оси, подрезы, наплывы, усадочные раковины, незаплавленные кратеры, наружная пористость, трещины, выходящие на поверхность шва или околошовные зоны. К наружным дефектам относятся также неравномерность ширины и катета шва и крупная чешуйчатость валика.
К внутренним дефектам относятся газовые поры, шлаковые и неметаллические включения, непровары, трещины в металле шва и в зоне термического влияния.
Причин дефектов сварных швов много, основные из них - низкое качество сварочных материалов, неправильная сборка, неисправность оборудования, отклонения от технологии и низкая квалификация сварщиков.
Дефекты сварных швов выявляют внешним осмотром, просвечиванием ультразвуком, вскрытием шва. Непроницаемость (плотность) сварных швов емкостей контролируют керосином, давлением воздуха, гидравлическим испытанием, вакуумированием.
Контроль качества сварных швов изделия
Контроль качества сварки
Существует несколько видов контроля качества сварных швов изделия:
внешний осмотр невооруженным глазом, просвечивание сварных соединений, ультразвуковой метод, вскрытие швов вырубкой, испытание давлением воздуха, гидростатическое и механическое испытание, металлографическое исследование и др.
Контроль качества сварных швов металлического ящика под раствор проходит испытание керосином.
Испытание керосином применяют для определения плотности швов емкостей, изготовленных из металла толщиной до 10 мм. При этом способе внутреннюю сторону сварных швов смачивают керосином (или наливают в емкость), а внешнюю покрывают меловым водным раствором. При наличии в сварном шве трещин и сквозных пор толщиной более 0,1 мм, керосин просачивается через них и на покрытой мелом поверхности появляются темные пятна.
Правила и требования по охране труда и безопасности при выполнении сварочных работ
При выполнении сборочных и сварочных работ существуют следующие опасности для здоровья рабочих: поражение электрическим током; поражение лучами дуги глаз и открытых поверхностей кожи; ушибы и порезы во время подготовки изделий к сварке и во время сварки; отравление вредными газами и пылью; ожоги от разбрызгивания капель расплавленного металла и шлака, взрывы при сварке сосудов, находящихся под давлением, тары из-под горючих веществ и при работе вблизи легковоспламеняющихся и взрывоопасных веществ; пожары от расплавленного металла и шлака.
Поражение электрическим током. Электрический травматизм возникает при замыкании электрической цепи сварочного аппарата через электрическое тело. Причинами электротравматизма являются: недостаточная электрическая изоляция аппаратов и питающих проводов, плохое состояние спецодежды и обуви сварщика, сырость и теснота помещений и другие факторы.
В условиях сварочного производства электротравмы происходят при движении тока по одному из трех путей:
1) рука - туловище - рука;