Курсовая работа: Сварочные трансформаторы
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34 (рис. 4.5, а), были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями — проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем (рис. 5,б) серии GTH, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора ![]() Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
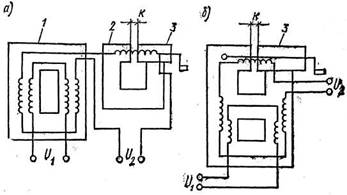
Рис. 5. Трансформаторы с нормальным магнитным рассеиванием
а —с дросселями, имеющими воздушный зазор; б — с встроенным дросселем; 1 — понижающий трансформатор; 2 — дроссель; 3 — подвижная часть дросселя
Незначительное распространение для ручной сварки цолучили трехфазное трансформаторы. Сварку от такого трансформатора обычно выполняют двумя электродами. При этом две фазы вторичной обмотки источника питания подключены к электродам, а третья — к изделию. Трехфазный трансформатор преобразует ток с 380/220 В на 60 В во вторичных обмотках с жесткой характеристикой. Для получения падающей характеристики установлены регуляторы тока на сердечнике, имеющем регулируемый воздушный зазор. Регулирование сварочного тока осуществляется изменением воздушного зазора.
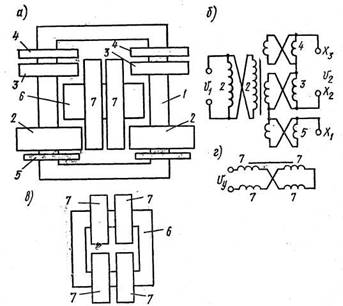
Рис. 6. Трансформатор, регулируемый подмагничиванием шунта
а — схема конструкции; б— электрическая схема; в — схема конструкции шунта; г — электрическая схема шунта; U 1 — первичное напряжение сети; U 2 — вторичное напряжение холостого хода; U у — напряжение управления шунтом; — внешний магнитопровод; 2—5 — катушки обмотки; 6 — внутренний магнитопровод; 7 — катушки обмотки управления
3. Трансформаторы для автоматизированной сварки под флюсом
Для автоматизированной сварки под флюсом применяют трансформаторы с нормальным магнитным рассеянием, регулируемые подмагничиванием шунта (рис. 6). Большими преимуществами таких трансформаторов является отсутствие подвижных частей, что ликвидировало вибрацию, обеспечило малую инерционность и простоту дистанционного управления.
На стержнях внешнего магнитопровода расположена катушки первичной обмотки 2 и частично разнесенное катушки вторичной обмотки 5, 4, 5. Внутренний матнитопровод — это магнитный шунт, имеющий четыре катушки обмотки управления 7 и питаемый постоянным током. Трансформатор имеет два диапазона регулирования сварочного тока; в диапазоне малых токов нагрузка подключается к зажимам ![]() и
и ![]() а при переходе на большие токи часть витков основной обмотки 4 отключается и подключается столько же витков обмотки 5, нагрузка подключается к зажимам
а при переходе на большие токи часть витков основной обмотки 4 отключается и подключается столько же витков обмотки 5, нагрузка подключается к зажимам![]() и
и![]() . Управление током в пределах диапазона механизировано путем дистанционного изменения тока в обмотке управления. Трансформаторы этого типа серии ТДФ имеют падающую внешнюю характеристику, В настоящее время они заменены более совершенными тиристорными трансформаторами (ТТ), имеющими пологопадающую и жесткую внешние характеристики.
. Управление током в пределах диапазона механизировано путем дистанционного изменения тока в обмотке управления. Трансформаторы этого типа серии ТДФ имеют падающую внешнюю характеристику, В настоящее время они заменены более совершенными тиристорными трансформаторами (ТТ), имеющими пологопадающую и жесткую внешние характеристики.
Тиристорами называются управляемые полупроводниковые приборы — диоды. Диод благодаря полупроводниковым кристаллам обладает свойством односторонней проводимости тока. Тиристоры—более сложные управляемые диоды. Тиристорный силовой трансформатор (рис. 7) с повышенным магнитным рассеянием состоит из двух катушек — первичной обмотки 2 и вторичной 1. Для создания диапазона малых и средних токов служит реакторная воздушная дисковая обмотка 5, установленная в окне трансформатора в плоскости, параллельной его стержням. Тиристорный трансформатор имеет фазорегулятор, с помощью которого синусоидальные гармонические колебания переменного тока преобразовываются в знакопеременные импульсы, амплитуда и длительность которых зависят от угла (фазы) включения тиристоров фазорегулятора. Сейчас разработан ряд конструкций тиристорных трансформаторов, например серии ТДФЖ, в которых предусмотрены возможность автоматизации процесса сварки, программирование режима и т.д.
На рис. 8 приведена диаграмма напряжений и токов, получаемых при импульсной стабилизации фазорегулятором. В момент окончания безтоковой паузы при угле сдвига ![]() между током
между током ![]() и напряжением холостого хода
и напряжением холостого хода![]() на дугу накладывается стабилизирующий импульс тока
на дугу накладывается стабилизирующий импульс тока ![]() что обеспечивает повторное зажигание дуги. Могут быть и другие схемы тиристорной стабилизации дуги. Для ручной сварки, резки и наплавки разработан ТТ ТДЭ-402 с аналогичной импульсной стабилизацией и дистанционным управлением. В его схеме предусмотрено снижение напряжения холостого хода до 12 В при смене электрода.
что обеспечивает повторное зажигание дуги. Могут быть и другие схемы тиристорной стабилизации дуги. Для ручной сварки, резки и наплавки разработан ТТ ТДЭ-402 с аналогичной импульсной стабилизацией и дистанционным управлением. В его схеме предусмотрено снижение напряжения холостого хода до 12 В при смене электрода.
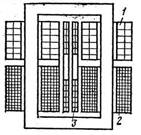
Рис. 7. Тиристорный силовой трансформатор. 1 и 2 — катушки вторичной и первичной обмотки; 3 — дисковая обмотка
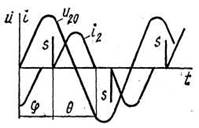
Рис. 8. Диаграмма напряжений и токов тиристорного трансформатора с импульсной стабилизацией
θ — длительность импульса тока; ι, u 20 — значения тока и напряжения в периоде
4. Эксплуатация сварочных трансформаторов
Сварочные трансформаторы являются основным источником питания сварочной дуги при ручной дуговой сварке различных строительных конструкций (табл. 1). Для ручной сварки на строительных площадках предпочтительно используются мобильные трансформаторы ТД-500 и ТДМ-503 и др., которые могут работать на малых и больших сварочных токах от 90 до 560 А. Трансформаторы ТД-300, ТДМ-317 и даже ТДМ-401 по мощности не удовлетворяют строителей. Эти трансформаторы большей частою используются в производственных цехах и на ремонтных работах. У всех современных трансформаторов серии ТД и ТДМ иногда наблюдаются плохое крепление магнитопровода к каркасу, неплотности ходового регулировочного устройства и контактов, плохое крепление кожуха и другие недостатки, допущенные при изготовлении и подготовке к эксплуатации. Они вызывают усиление вибрации, что приводит к преждевременному выходу трансформатора из строя. Очень опасно нарушение изоляции обмоток, которое может вызвать их разрушение, а также замыкание на корпус тока высокого напряжения.
Таблица 1. Технические характеристики трансформаторов
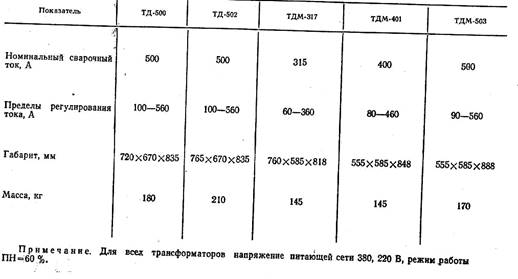
Использование мощных трансформаторов серии ТДФ или ТДФЖ на токи до 1000, 1600 и 2000 А для сварки под флюсом на строительной площадке, как правило, не практикуется. Они используются в цехах производственных предприятий, изготовляющих строительные конструкции.
Перед включением трансформатора в сеть необходимо удалить его смазку, затем продуть трансформатор сухим сжатым воздухом, подтянуть ослабленные крепления, убедиться, что на трансформаторе нет видимых повреждений, после чего проверить мегомметром на 500 В сопротивление изоляции между первичной обмоткой и корпусом, между первичной и вторичной обмотками и между вторичной обмоткой и корпусом. После этого можно подсоединить кабель нужного сечения и затянуть все контактные зажимы. Особенно тщательно необходимо заземлить трансформатор и зажим вторичной обмотки, к которому подключается провод к изделию, а также свариваемую конструкцию. Затем нужно установить нужный диапазон и сварочный ток по шкале, проверить соответствие напряжения сети напряжению, указанному на заводской табличке, после чего подключить трансформатор к сети через рубильник и предохранители.
Ежедневно перед работой следует осматривать трансформатор для устранения замеченных повреждений и недостатков.
Один раз в месяц очищать трансформатор от пыли и грязи и при необходимости подтягивать контакты.
Один раз в три месяца следует проверять наружным осмотром состояние конденсаторов фильтра защиты от радиопомех и при необходимости заменять их, тщательно зачищая контакты и затягивая винтовые соединения; проверять сопротивление изоляции.
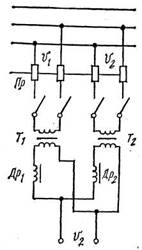
Рис. 9. Электрическая схема параллельного соединения трансформаторов: ![]() и
и ![]() — первичное и вторичное напряжения трансформаторов; Т1 и Т2 — трансформаторы; Др1 и Др2 — дроссели; Пр — предохранители
— первичное и вторичное напряжения трансформаторов; Т1 и Т2 — трансформаторы; Др1 и Др2 — дроссели; Пр — предохранители