Курсовая работа: Свойства легированных сталей. Испытание на твёрдость по Бринеллю
- заэвтектоидные (перлит + цементит)
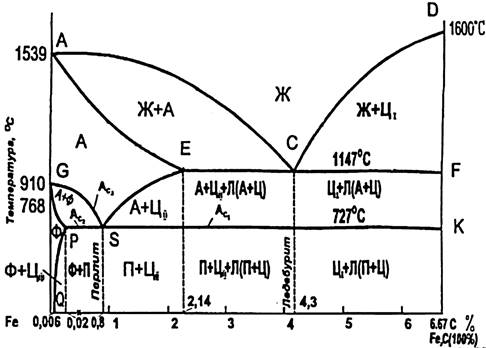
Рисунок 1 Диаграмма состояния железо-цементит
Диаграмма состояния железо-цементит. Ж-жидкость; Ц-цементит (индексы: 1- первичный II-вторичный; III- третичный); А-аустенит; Ф-феррит; П-перлит (эвтектоид, т.е. механическая смесь феррита и цементита); Л-ледебурит (эвтектика, т.е. механическая смесь аустенита и цементита) Линия ACD – ликвидус, линия AECF – солидус. CD - линия первичного цементита (из жидкого расплава); SE- линия вторичного цементита (при перекристаллизации аустенита) PQ- линия третичного цементита (из феррит а).
10. Опишите процесс закалки стали
Закалка - термическая операция, состоящая в нагреве закаленного сплава выше температуры превращения с последующим достаточно быстрым охлаждением для получения структурно неустойчивого состояния сплава. Для сталей различают закалку до - и заэвтектоидных сталей. В структуре закаленной стали преобладает мартенсит. Мартенсит имеет высокую твердость и низкую вязкость, как конструкционный материал не используется. Для доэвтектоидных сталей температура закалки должна быть на 30 - 50 град. выше Ас3 , а для заэвтектоидных - на 30 - 50 град. выше Ас1 . При закалке доэвтектоидной стали с температуры выше Ас1 , но ниже Ас3 в структуре наряду с мартенситом сохраняется часть феррита, который снижает твердость в закаленном состоянии и ухудшает механические свойства после отпуска. Такая закалка называется неполной. Для заэвтектоидных сталей оптимальная температура закалки лежит в интервале между Ас1 и Ас3 и теоретически является неполной. Здесь наряду с мартенситом закалки сохраняется часть оставшегося цементита, наличие которого полезно. Нагрев выше Ас3 приводит к вредным перегреву и обезуглероживанию стали. Закалка бывает объемной (под закалку нагревают насквозь все изделие) и поверхностной (осуществляют местный, чаще поверхностный нагрев).
В зависимости от формы изделия, марки стали и нужного комплекса свойств применяют различные способы охлаждения:
Закалка в одном охладителе. Нагретую до нужной температуры деталь переносят в охладитель и полностью охлаждают. В качестве охлаждающей среды используют: воду – для крупных изделий из углеродистых сталей; масло – для небольших деталей простой формы из углеродистых сталей и изделий из легированных сталей. Основной недостаток – значительные закалочные напряжения.
Закалка в двух средах или прерывистая. Нагретое изделие предварительно охлаждают в более резком охладителе (вода) до температуры ~ 300°C и затем переносят в более мягкий охладитель (масло). Прерывистая закалка обеспечивает максимальное приближение к оптимальному режиму охлаждения. Применяется в основном для закалки инструментов. Недостаток: сложность определения момента переноса изделия из одной среды в другую.
Ступенчатая закалка. Нагретое до требуемой температуры изделие помещают в охлаждающую среду, температура которой на 30 – 50°С выше точки МН и выдерживают в течении времени, необходимого для выравнивания температуры по всему сечению. Время изотермической выдержки не превышает периода устойчивости аустенита при заданной температуре. В качестве охлаждающей среды используют расплавленные соли или металлы. После изотермической выдержки деталь охлаждают с невысокой скоростью. Способ используется для мелких и средних изделий.
Изотермическая закалка. Отличается от ступенчатой закалки продолжительностью выдержки при температуре выше МН, в области промежуточного превращения. Изотермическая выдержка обеспечивает полное превращение переохлажденного аустенита в бейнит. При промежуточном превращении легированных сталей кроме бейнита в структуре сохраняется аустенит остаточный. Образовавшаяся структура характеризуется сочетанием высокой прочности, пластичности и вязкости. Вместе с этим снижается деформация из-за закалочных напряжений, уменьшаются и фазовые напряжения. В качестве охлаждающей среды используют расплавленные соли и щелочи.
Закалка с самоотпуском. Нагретые изделия помещают в охлаждающую среду и выдерживают до неполного охлаждения. После извлечения изделия, его поверхностные слои повторно нагреваются за счет внутренней теплоты до требуемой температуры, то есть осуществляется самоотпуск. Применяется для изделий, которые должны сочетать высокую твердость на поверхности и высокую вязкость в сердцевине (инструменты ударного действия: молотки, зубила).
11. Как управлять типом структуры, образующейся при закалке
Основными параметрами являются температура нагрева и скорость охлаждения.
По температуре нагрева различают виды закалки:
Полная , с температурой нагрева на 30…50°С выше критической температуры Ас3. Применяют ее для доэвтектоидных сталей. Изменения структуры стали при нагреве и охлаждении происходят по схеме: Неполная закалка доэвтектоидных сталей недопустима, так как в структуре остается мягкий феррит.
Неполная с температурой нагрева на 30…50 °С выше критической температуры Ас1. Применяется для заэвтектоидных сталей. Изменения структуры стали при нагреве и охлаждении происходят по схеме: После охлаждения в структуре остается вторичный цементит, который повышает твердость и износостойкость режущего инструмента. После полной закалки заэвтектоидных сталей получают дефектную структуру грубоигольчатого мартенсита. Заэвтектоидные стали перед закалкой обязательно подвергают отжигу – сфероидизации, чтобы цементит имел зернистую форму.
Охлаждение при закалке.
Для получения требуемой структуры изделия охлаждают с различной скоростью, которая в большой степени определяется охлаждающей средой, формой изделия и теплопроводностью стали.
Режим охлаждения должен обеспечить необходимую глубину закаленного слоя. При высоких скоростях охлаждения при закалке возникают внутренние напряжения, которые могут привести к короблению и растрескиванию.
Очень медленное охлаждение может привести к частичному отпуску мартенсита и увеличению количества аустенита остаточного, а следовательно к снижению твердости.
В качестве охлаждающих сред при закалке используют воду при различных температурах, технические масла, растворы солей и щелочей, расплавленные металлы.
12. Опишите понятия «закаливаемость» и «прокаливаемость»
Закаливаемость и прокаливаемость – важнейшие характеристики сталей.
Закаливаемость – способность стали приобретать высокую твердость при закалке.
Закаливаемость определяется твердостью поверхности закаленной детали и зависит главным образом от содержания углерода в стали. При закалке, различных деталей поверхность их, как правило, охлаждается со скоростью, большей VКр , следовательно, на поверхности образуется мартенсит, обладающий высокой твердостью. Стали с содержанием углерода менее 0,2% не закаливаются.
При закалке любых деталей даже в самых сильных охладителях невозможно добиться одинаковой скорости охлаждения поверхности и сердцевины детали. Следовательно, если скорость охлаждения сердцевины при закалке будет меньше VKp , то деталь не прокалится насквозь, т. е. там не образуется мартенсит.
Прокаливаемостью – называют способность стали закаливаться на определенную глубину.
Условились при оценке прокаливаемости закаленными считать слои, в которых содержится не менее 50% мартенсита (полумартенситная зона).
Установлено, что легирование стали любыми элементами, кроме кобальта, увеличивает прокаливаемость, так как при этом повышается устойчивость переохлажденного аустенита.