Курсовая работа: Технологические особенности переработки синтетических каучуков
ВВЕДЕНИЕ
Приготовление и обработка резиновых смесей - важнейшая операция в шинном и резиновом производствах, от которой зависят пластоэластические и прочностные свойства, структура и гомогенность, а также технологичность смесей резиновых и резинокордных полуфабрикатов, создаются необходимые условия для получения резиновых изделий высокого качества [1].
В настоящее время подготовительные цеха в шинной и резиновой промышленности работают в основном по одно- и двухстадийным режимам смешения и оснащены роторными резиносмесителями периодического действия, червячными и валковыми машинами для дальнейшей доработки и переработки (грануляции, листования и др.) резиновых смесей.
1. ФИЗИКО-ХИМИЧЕСКИЕ ЯВЛЕНИЯ В ПРОЦЕССАХ ПЕРЕРАБОТКИ КАУЧУКОВ И РЕЗИНОВЫХ СМЕСЕЙ
Различные каучуки и смеси на их основе ведут себя при переработке весьма специфично, что обусловлено особенностями их реологических свойств, зависящих, в свою очередь, от молекулярно-структурных характеристик каучуков и надмолекулярной организации (НМО) [1]. Молекулярная структура и НМО определяются прежде всего химической природой каучука, регулярностью его цепей, характером межмолекулярных взаимодействий, а также типом микроблоков НМО.
При регулярной молекулярной структуре и сильном взаимодействии возникающие упорядоченные области представляют собой микрокристаллиты различного строения - ленты, ламели (пластины), фибриллы и сферолиты [2]. Надмолекулярные структуры в аморфных полимерах неустойчивы и характеризуются коротким временем жизни кристаллитных заготовок [1]. Эти структуры ярче проявляются в саженаполненных смесях при пониженных температурах и скоростях деформаций (рис. 1).
Если механические свойства вулканизата зависят главным образом от густоты трехмерной сетки и особенностей ее строения [3], то в случае линейных или слабо разветвленных невулканизованных (несшитых) эластомеров специфичная микрогетерогенность системы и флуктуационные физические узлы взаимодействия и перехлесты молекулярных цепей могут стать основными факторами, влияющими на реологические свойства материала L3_6 J-Такие явления в эластомерах, находящихся в вязкотекучем состоянии, как аномалия вязкости и тиксотропия, могут естественным образом объясняться возникновением и распадом некоторых структурных НМО [4]. Такой распад происходит вследствие увеличения температуры или продолжительности испытания, а также уменьшения межмолекулярных сил или при механических воздействиях. При этом понижаются вязкость и модуль эластичности, увеличивается деформируемость (податливость) каучуков и резиновых смесей (рис. 1). Во время «отдыха» разрушенные структуры и микроблоки восстанавливаются с той или иной скоростью.
В процессе смешения одновременно с разрушением надмолекулярной и молекулярной структур каучука возникают «сверхсет-ки»- гетерогенные структуры, образованные наполнителем и кау-чуком с наполнителем, от которых зависят механические свойст-ва как резиновых смесей, так и резин. Узлы взаимодействия в этих«сверхсетках» могут быть образованы как физическими, так и ко-валентными химическими связями [4]. О степени взаимодействиякаучук - наполнитель обычно судят по объему и частоте сетки са-же-каучукового геля (СКГ), определяемых экспериментальнымпутем.
При обработке наполненных смесей целесообразно создание больших механических напряжений при малом времени воздействия, за которое еще не успевают развиться термохимические и механохимические деструктивные процессы.
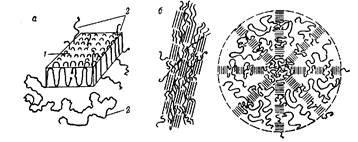
Рис. 1 - Типы кристаллических образований в полимерах: а- ламель (пластинчатый кристаллит): / - полностью упорядоченная упаковка; 2 - участки цепей, невошедшие в ламель. б- фибрилла, ориентированная в продольном направлении (пачки, перемежающиеся аморфной структурой с «проходными» цепями молекул). в- сферолит, ориентироваяный в радиальных направлениях (в двумерном изображении).
2. ДИСПЕРГИРУЮЩЕЕ СМЕШЕНИЕ
Процесс приготовления резиновых смесей все еще остается «узким местом» в производстве резиновых изделий, одной из наиболее трудоемких и энергоемких операций; на большинстве шинных заводов выработка составляет около 1-2 т смеси на человека в час, а энергозатраты - порядка 0,5-1,4 МДж/кг. Это расход только на основной (многостадийный) процесс смешения, а с учетом пластикации, грануляции каучуков и доработки смесей в' червячных машинах и на вальцах он составит около 2-3 МДж/кг [2].
Эффективность подготовительных цехов резиновой промышленности зависит от различных факторов.
Оценка эффективности и оптимизация подготовительного производства требуют всестороннего анализа. Изготовление резиновых смесей можно рассматривать с различных точек зрения: химии и технологии, механики, гидродинамики и реологии, термодинамики, инженерной и производственной
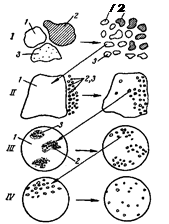
Рис. 2 - Схема основных механических и реологических явления при дисаергирующем смешении: 1- дезагломерация, дробление и измельчение каучуков и компонентов (ингредиентов); II- внедрение порошкообразных и зернистых ингредиентов в каучук; III- диспергирование; IV - простое смешение (гомогенизация); 2, 3 - любой порошкообразный или зернистый ингредиент организации процесса, кибернетики, т. е. можно рассматривать этот процесс как объект автоматизации, регулирования и управления.
Последний аспект предполагает широкое использование в производстве резиновых смесей автоматических систем и средств современной электронно-цифровой и аналоговой моделирующей и вычислительной техники.
При смешении наблюдаются различные физико-механические и химические явления (рис. 2) превращение больших агломератов ингредиентов и блоков полимера в более мелкие, удобные для перемешивания;
снижение вязкости полимерной фазы путем механической или химической пластикации каучука;
введение или «внедрение» порошкообразных или жидких компонентов в каучук с преодолением его когезионной прочности и сплошности и образование затем общей массы смеси за счет ауто-гезионного эффекта (самослипания);
диспергирование технического углерода, т. е. уменьшение размеров его агрегатов или агломератов до минимального размера составляющих их первичных частиц;
гомогенизация, или простое смешение, т. е. перемещение частиц от одной точки смеси к другой без изменения их физической формы для повышения энтропии смеси или степении ее неупорядоченности, случайности или однородности;
механохимическое взаимодействие полимера и активного наполнителя, образование усиленной структуры наполненной смеси или сажекаучукового геля (СКГ).
Наибольшую трудность, как считают, представляет диспергирование [2]. Простое смешение (гомогенизация) определяется главным образом накопленной деформацией сдвига. Диспергирующее смешение зависит от напряжения сдвига или вязкости смеси. Таким образом, эти явления в процессе смешения обусловлены реологическими свойствами эластомеров и гидромеханикой процесса.
При массовом производстве резиновых смесей основным оборудованием являются закрытые резиносмесители (рис. 3.)
Резиносмеситель представляет собой закрытую камеру б, внутри которой навстречу друг другу вращаются два ротора 7. Каучук и другие материалы загружаются в камеру сверху через загрузочную воронку 4, захватываются лопастями вращающихся роторов, энергично перетираются и перемешиваются в зазорах между роторами и стенками камеры. Поскольку в процессе смешения в резиносмесителе развиваются высокие температуры, для предотвращения чрезмерного перегрева смесей стенки камеры и ротора охлаждают холодной водой. Роторы вращаются в подшипниках, расположенных в приливах боковин смесительной камеры. Для предотвращения попадания смеси и ингредиентов в подшипники и выхода материалов наружу на смесителе установлены специальные уплотняющие устройства.
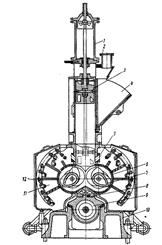
Рис. 3 - Устройство закрытого резиносмесителя 250-40: 1 - воздушный цилиндр; 2 - кожух для присоединения к вентиляционной системе цеха-3- груз верхнего затвора; 4- загрузочная воронка; 5 - отверстие для установки инжектора подающего мягчители; 6 - смесительная камера; 7 - роторы; 8 - нижний затвор скользящего типа; 9 - воздушный цилиндр нижнего затвора; 10 - основание смесителя; 11 - боковина смесительной камеры; 12 - кожух.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--