Курсовая работа: Технологические возможности горизонтально-расточного станка 2654
4. При закреплении заготовки сложной конфигурации непосредственно на столе станка (без приспособления) выверять правильность ее установки штангенрейсмасом, индикатором, угольником.
5. Не употреблять для регулирования положения заготовки деревянные подкладки и клинья.
6. При обработке на сверлильном станке тонкостенных втулок, колец, тонких листов и др., обладающих малой жесткостью, применять способы крепления, гарантирующие их от деформации (рисунок 1)
|
|
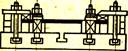
Рисунок 1 Пример правильного крепления заготовки из тонкого листа
Все режущие инструменты, применяемые на сверлильных станках, выпускаются с коническим или цилиндрическим хвостовиком. На сверлильных станках их крепят тремя способами: непосредственно в коническом отверстии шпинделя, с помощью переходных втулок, с помощью патронов.
При креплении режущего инструмента следует руководствоваться следующими основными правилами и приемами:
1.Режущий инструмент с коническим хвостовиком вставлять в конусное отверстие так, чтобы лапка инструмента вошла в паз, имеющийся в дне отверстия (рисунок 2а)
2.Если номер конуса у инструмента не совпадает с номером конуса шпинделя, необходимо использовать переходные втулки соответствующего номера. С наружным конусом, соответствующим конусу отверстия шпинделя и с внутренним, соответствующим конусу хвостовика инструмента (рисунок 3б)
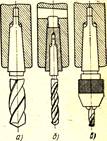
Рисунок 2 - Установка режущего инструмента в шпинделе станка:
а) непосредственно в отверстие шпинделя
б) с помощью переходной втулки
в) с помощью патрона
3.Удалять режущий инструмент, переходные втулки и патроны из отверстия шпинделя можно с помощью специальных клиньев (рисунок 3) или эксцентрикового ключа (рисунок 4).
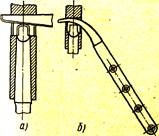
Рисунок 3 - Клинья для удаления инструмента из шпинделя станка:
а) - плоский, б) - радиусный
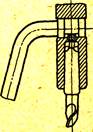
Рисунок 4 – Эксцентриковый ключ для удаления режущего инструмента из шпиндельного станка
Для удаления инструмента в паз шпинделя вставляют плоский клин (рисунок 3а) и легкими ударами молотка по торцу клина выбивают инструмент из шпинделя. Радиусным ключом (рисунок 3б) надо пользоваться как рычагом: вставив его изогнутый конец в паз шпинделя, нажимать сверху вниз на противоположный конец, постепенно продвигая клин глубже в паз, пока не выпадет инструмент. Эксцентриковый ключ (рисунок 4) также вставляют в паз шпинделя и поворотом рычага удаляют инструмент.
4. Правильно (по назначению) использовать различные патроны для зажима инструмента.
В самоцентрирующихся кулачковых патронах закрепляют режущий инструмент с цилиндрическим хвостовиком (рисунок 2в). Режущий инструмент в этом патроне прочно удерживается силами резания, и чем они будут больше, тем прочнее закреплен инструмент.
1.3 Устройство и принцип работы станка
Устройство станка
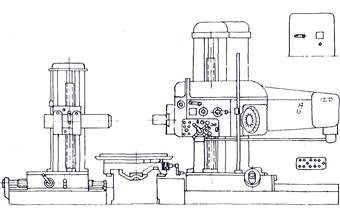
Рисунок 5 - Расположение органов управления станка
Расточной шпиндель и планшайба вращаются на точных подшипниках качении. Азотированный расточный шпиндель имеет высокую поверхностную твердость и длительно сохраняет свою точность. Шпиндель имеет верхний предел скорости вращения 950 об/мин. Переключение скоростей вращения производится посредством специального механизма с серводвигателем и автоматическим импульсным устройством (защищающим торцы зубьев колес от износа) с селективной установкой на выбранную скорость.
Привод встроенной планшайбы с радиальным суппортом может быть отключен при вращении расточного шпинделя во всем диапазоне скоростей, что повышает точность и важно с точки зрения техники безопасности.
Рабочие подачи и установочные перемещения стойки бабки шпинделя радиального суппорта и стола производятся от отдельных электродвигателей постоянного тока с широким диапазоном изменения скорости. Благодаря применению созданного на заводе типового электрического привода подачи с диапазоном скорости исполнительных двигателей 1:1800упрощена конструкция станков. Кинематические цепи станков короткие и простые без коробки подач и муфт переключения.