Курсовая работа: Технологические возможности горизонтально-расточного станка 2654
Зажим и отжим подвижных рабочих органов станка автоматизирован, связан с выбором движения того или иного подвижного органа и производится без участи работающего. Конструкция зажимов обеспечивает прижатие направляющих к двум взаимно перпендикулярным плоскостям и исключает тем самым влияние зазоров в направляющих на точность установки.
Наблюдение за точностью поворота стола через каждые 90 градусов производится при помощи встроенного механизма с индикатором. Для отсчета поворота стола на любой угол имеется круговая шкала. Система управления станка сокращает вспомогательное время и не требует приложения со стороны работающего тяжелых, утомляющих усилий.
Управление всеми движениями станка осуществляется с центрального электрического пульта на шпиндельной бабке и дистанционно с дублирующего переносного пульта. Величина подачи может изменяться в процессе резания посредством электрического вариатора. Ручное управление перемещениями подвижных рабочих органов производится посредством специального электрического оператора, позволяющего менять скорость при перемещении, не отрывая руки. Осевая установка шпинделя может производиться также посредству вспомогательного штурвала. Для контроля положения оси люнета стойки при совмещении с осью шпинделя служит оптический прибор.
Принцип работы станка
Принцип действия станка заключается в следующем. Инструмент закрепляется в шпинделе или в суппорте планшайбы, он получает главное движение- вращение. Заготовку устанавливают непосредственно на столе или в приспособлении. Столу сообщается продольное или поперечное поступательное движение. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке). Расточной шпиндель получает поступательное перемещение. Суппорт планшайбы перемещается по планшайбе в радиальном направлении. Все эти движения являются движениями подач.
1.4 Кинематика станка
Привод вращения выдвижного расточного шпинделя осуществляется от электродвигателя М1 переменного тока через зубчатые передачи коробки скоростей и шкивные пары.
Изменение скоростей вращения достигается путём переключения:
а) двойного блока зубчатых колёс Z=71, Z=58;
б) малого тройного блока зубчатых колёс Z=21, Z=29, Z=25;
в) большого тройного блока зубчатых колёс Z=31, Z=58, Z=22;
г) зубчатой муфты колеса Z=32.
При включении зубчатой пары Z=32, Z= 64 расточной шпиндель вращается в нижнем диапазоне скоростей от 7,5 до 375 об/мин.
При включении зубчатой муфты колеса Z=32 с муфтой колеса Z=48 шпиндель вращается (через зубчатую пару Z=48 , Z=24 и пару шкивов) в верхнем диапазоне скоростей от 475 до 950 об/мин.
При включении зубчатой муфты колеса Z=18 вращение передаётся через зубчатые колеса Z=18, Z=72 на планшайбу.
Выдвижной расточный шпиндель имеет 22 скорости вращения от 7,5 до 950 об/мин.
Планшайба с радиальным суппортом имеет только 18 скоростей вращения от 3, 75 до 192 об/мин.
Изменение направления вращения шпинделя и планшайбы производится реверсированием главного электродвигателя.
Переключение зубчатых блоков коробки производится электродвигателем М2 через зубчатую пару Z=30; Z=130 и винтовую пару 7;8 специального электроселекторного механизма.
Главное движение – вращение шпинделя:
![]()
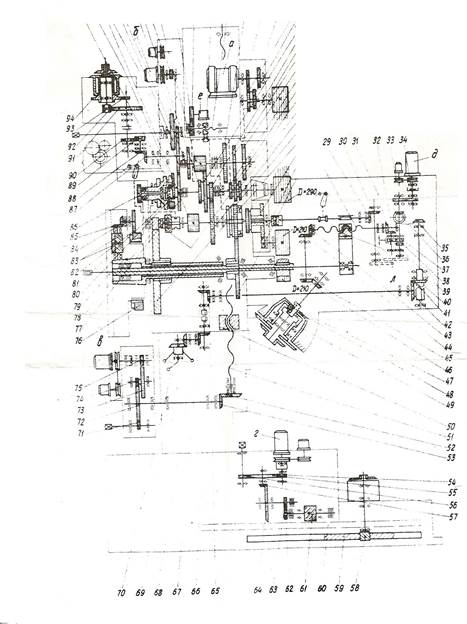
Рисунок 7 – Кинематика станка 2654
2. КИНЕМАТИЧЕСКИЙ РАСЧЕТ
2.1 Расчет количества зубьев и определение знаменателя геометрического ряда
2.1.1 Подобрать вариант расположения групповых передач по длине коробки
I ____________
II_________________
_______________________IV
_______________________III
V_______________________