Курсовая работа: Технологический процесс изготовления детали "Валик терморегулятора"
Радиус при вершинах: 0,2 мм
Стойкость грани: 30′
Инструментальный блок: B5 11.6032/25
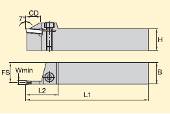
4. Резец канавочный (поверхности 7, 10, 11)
|
Рис. 8 |
Чертежный номер державки: A4SML2525M0520 Тип пластины: A4G0500M05P04GMP Длина режущей кромки пластины: 11 мм Ширина пластины: 1,5 мм Количество граней: 2 Радиус при вершинах: 0,2 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
5. Резец отрезной (поверхность 12)
|
Рис. 8 |
Чертежный номер державки: A4SML2525M0520 Тип пластины: A4G0500M05P04GMP Длина режущей кромки пластины: 11 мм Ширина пластины: 2 мм Количество граней: 2 Радиус при вершинах: 0,2 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
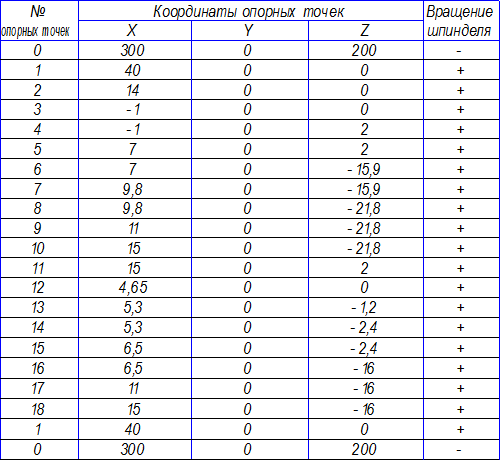
4. Расчет координат опорных точек траектории движения режущего инструмента
Расчет координат опорных точек выполним для инструментального перехода 01 (позиция 1) – черновое точение поверхностей 1, 2, 3, 5, 6, 8, 9.
Таблица №2