Курсовая работа: Технологический процесс изготовления промежуточной шестерни 60640 коробки передач комбайна СК-4
МПа
d
%
y
%
ан
Н ∙м/см 2
3 ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ ЧЕРТЕЖА ДЕТАЛИ
Технологический контроль предусматривает не только проверку его на соответствие стандартам ЕСКД, но и анализ конструкции с точки зрения ее изготовления.
Технологичность конструкции детали - совокупность свойств детали, проявляемых в возможности оптимальных затрат труда, средств, материала и времени при технической подготовке ее производства, изготовления, эксплуатации и ремонта, в обеспечении технологичности сборочной единицы, в состав которой она входит (ГОСТ 18831-73).
3.1Технологичность конструкции детали
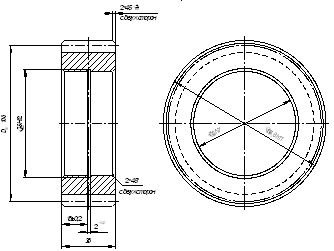
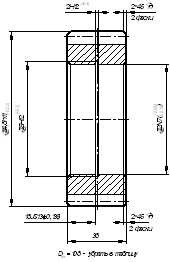
Деталь – промежуточная шестерня 60640 коробки передач комбайна СК-4, имеет простую форму, проста в изготовлении, не требует применения специальных инструментов при обработке, имеется доступ ко всем поверхностям для обработки с использованием стандартного режущего инструмента. Поэтому деталь можно считать технологичной.
3.2 Наличие необходимых размеров и правильность их расстановки
Все необходимые размеры для изготовления детали на чертеже присутствуют, незначительные несоответствия представлены в таблице 3.1
Таблица 3.1 – Несоответствия размеров, обозначенных на чертеже, стандартным размерам
| Обозначения по чертежу | Обозначения по стандарту |
 |  |
Параметры для шестерни должны быть занесены в таблицу на расстоянии 20 мм от верхней рамки. Параметры и размеры таблицы для шестерни представлены на рисунке 3.1
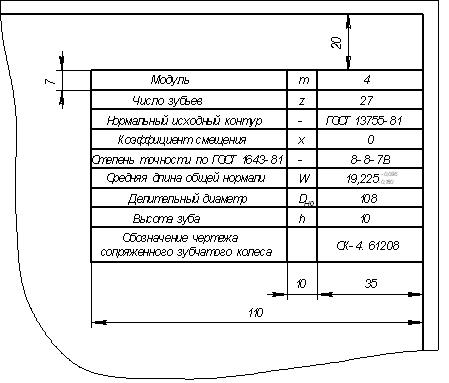
Рисунок 3.1 - Таблица для шестерни
3.3 Наличие отклонений размеров и их соответствие ГОСТ 25347-82
Корректировка предельных отклонений представлена в таблице 3.2
Таблица 3.2 Корректировка предельных размеров
|
Размер и предельные отклонения по чертежу |
Размер и предельные отклонения по стандарту |
| Æ75 Н12 | Æ75 H12 |
| Æ72 N7 | Æ72 N7 |
| 2 | 2 H12 |
| 18 | 18 js13 |
| Æ114,8 h11 | Æ114,8 h11 |
3.4 Наличие знаков обработки всех поверхностей и соответствие величин шероховатости ГОСТ 2789-73
Знаки обработки всех поверхностей присутствуют.
Соответствие величин шероховатости точности выполняемых размеров приведены в таблице 3.3
Таблица 3.3 Соответствие величин шероховатости точности выполняемого размера
| Размер по чертежу | Величина шероховатости по чертежу | Величина шероховатости по справочным данным |
| Æ72 N7 |
3.5 Наличие необходимых технических требований на изготовление детали, их соответствие стандартам
На чертеже технические требования присутствуют, но их расположение на чертеже не верно. Необходимо располагать технические требования над штампом. Если все требования не входят, необходимо остальные располагать слева от штампа.
Необходимо выполнить следующие требования:
1 Цементировать зубья на глубину 0,7-1,2 мм. Закалить 56-63 HRC, сердцевина зуба 30-45 HRC
2 Неуказанные предельные отклонения размеров валов - h14, остальных ±
Пункт 3 убрать.
4 ВЫБОР ЗАГОТОВКИ И ЕЕ ПРОЕКТИРОВАНИЕ
Деталь изготовлена из легированной стали марки 18ХГТ ГОСТ 4543-71. Она имеет простую конфигурацию, внутренний диаметр больше половины наружного диаметра , поэтому в качестве заготовки применяется кольцо раскатное, получаемое ковкой на молотах. Поковка выполняется по ГОСТ 7829-70.
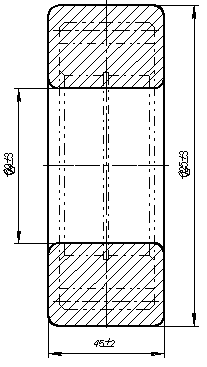
Допускается в отверстии конусность
1 :20. Неуказанные радиусы 3…5 мм.
Рисунок 4.1 – эскиз заготовки
Размеры поковки, припуски и допуски, мм
D = 114,8 -- 10±3
d = 72 -- 13±3
H = 38 -- 7±2
Расчётные размеры, мм
D = 114,8 + 10 = 124,8; принимаем 125± 3
d = 72 – 13 = 59±3
H = 38 + 7 = 45±2
5 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ ЗАГОТОВКИ
5.1 Обработка заготовки по принципу последовательной концентрации операций
Схема технологического процесса обработки детали представлена в таблице 5.1
Таблица 5.1 – Схема маршрута обработки шестерни 60640
| № и код операции | Наименование и содержание операции | Схемы базирования | Оборудование | |||||||
|
К-во Просмотров: 789
Бесплатно скачать Курсовая работа: Технологический процесс изготовления промежуточной шестерни 60640 коробки передач комбайна СК-4
| ||||||||||