Курсовая работа: Технологический процесс изготовления промежуточной шестерни 60640 коробки передач комбайна СК-4
35
4158
Зубопритирочная
1 Установить заготовку
2 Притереть зубья
Зубопритирочный станок
5736
40
4132
Шлифовальная
1 Установить заготовку
2 Шлифовать отверстие
предварительно
3 Шлифовать отверстие окончательно
45
0200
Контрольная
Проверить размеры согласно чертежа
6 ОПРЕДЕЛЕНИЕ ПРОМЕЖУТОЧНЫХ РАЗМЕРОВ ПОВЕРХНОСТЕЙ ЗАГОТОВКИ ДЛЯ КАЖДОГО ПЕРЕХОДА
6.1 Расчет размеров при обработке наружной поверхности Æ 114,8 h11 (-0.22)
Схема расположения промежуточных припусков и допусков при обработке наружной поверхности Æ 114,8 h11 (-0.22) представлена на рисунке 6.1
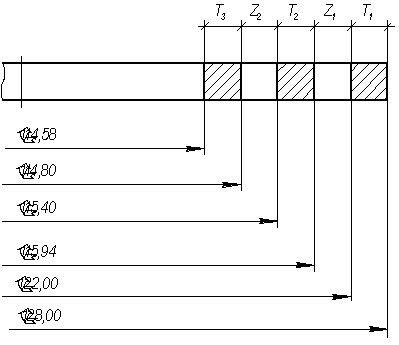
Рисунок 6.1 – Схема расположения промежуточных припусков и допусков при обработке наружной поверхности Æ 114,8 h11 (-0.22)
Т1 – допуск размера заготовки; Т1 = 6,00 мм
Z1 – припуск на черновое точение; Z1=6,06 мм (рекомендуемый минимальный Z1=3,2 мм)
Т2 – допуск размера после чернового точения; Т2 = 0,54 мм
Z2 – припуск на чистовое точение; Z2 = 0,60 мм
Т3 – допуск размера после чистового точения; Т3 = 0,22 мм
6.2 Расчет размеров при обработке
внутренней поверхности Æ 72 N7 ![]()
Схема расположения промежуточных припусков и допусков при обработке внутренней поверхности Æ 72 N7  представлена на рисунке 6.1
представлена на рисунке 6.1

Рисунок 6.2 – Схема расположения промежуточных припусков и допусков при обработке внутренней поверхности Æ 72 N7
Т1 – допуск размера заготовки; Т1 = 6,000 мм
Z1 – припуск на черновое точение; Z1 =8,190 мм (рекомендуемый минимальный Z1=3 мм)
Т2 – допуск размера после чернового точения; Т2 = 0,190 мм
Z2 – припуск на протягивание; Z2 = 1,005 мм
Т3 – допуск размера после протягивания; Т3 = 0,030 мм
Z3 – припуск на предварительное шлифование; Z3 = 0,300 мм
Т4 – допуск размера после предварительного шлифования; Т4 = 0,046 мм
Z4 – припуск на чистовое шлифование; Z4 = 0,200 мм
T5 - допуск размера изделия; T5 = 0,030 мм
7 ВЫБОР РЕЖУЩЕГО И ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
7.1 Выбор режущего инструмента
7.1.1 Резец токарный подрезной отогнутый с сечением державки Н´В = 25´20 мм, с углом врезки в стержень 0º, угол в плане φ=90º, длиной L= 140 мм, с пластиной твердого сплава марки Т15К6, правый.
Резец 2112-0061 Т15К6 ГОСТ 18880-73
2 Резец токарный проходной отогнутый с сечением державки Н´В = 25´20 мм, с углом врезки пластинки в стенки 0º, угол в плане φ=45º, длиной L=140 мм, с пластиной из твердого сплава марки Т15К6, правый, левый.
Резец 2102-0079 Т15К6 ГОСТ 18877-73
Резец 2102-0080 Т15К6 ГОСТ 18877-73