Курсовая работа: Технологический процесс изготовления вала ведущего
Шлифовка боковых поверхностей шлиц
D-10Ч50,5-0,74 Ч60±0,01Ч![]()
Шлифовка боковых поверхностей шлиц
D-10Ч67,5-0,74 Ч80±0,01Ч![]()
Анализ проводится с точки зрения обеспечения заданного качества изделия и производительности обработки. Он базируется на оценке количественных и качественных показателей, как отдельных технологических операций, так и процесса в целом. Анализ технологического процесса приведен с использованием таблиц.
Технологические возможности и характеристики применяемого оборудования даны в таблицах 4.2. и 4.3.
Таблица 4.2.
| № операции | Модель станка | Предельные или наибольшие размеры обрабатываемой заготовки, мм | Квалитет точности | Шероховатость обрабатываемой поверхности, Ra, мкм | ||
|
Диаметр (ширина) d(b) |
Длина L |
Высота h | ||||
| 010 | 8Г662 | 110 | – | – | 12–14 | 12,5 |
| 015 | 2206ВМФ4 | 630 | 800 | 630 | 6–10 | 1,6 |
| 020 | 1М63 | 340 | 1400 | – | 9–11 | 1,6 |
| 025 | 1М63 | 340 | 1400 | – | 9–11 | 1,6 |
| 045 | 16К20 | 220 | 1400 | – | 9–11 | 1,6 |
| 050 | 16К20 | 220 | 1400 | – | 9–11 | 1,6 |
| 055 | 16К20 | 220 | 1400 | – | 9–11 | 1,6 |
| 060 | 5350А | 150 | 1000 | – | 8–10 | 3,2 |
| 065 | 5350А | 150 | 1000 | – | 8–10 | 3,2 |
| 080 | 2Н135 | 400 | 500 | – | 9–11 | 1,6 |
| 095 | 16К20 | 220 | 1400 | – | 9–11 | 1,6 |
| 100 | 3М152В | 250 | 500 | – | 6–9 | 0,25 |
| 105 | 3451А | 125 | 1400 | – | 6–9 | 0,63 |
| 110 | 3451А | 125 | 1400 | – | 6–9 | 0,63 |
Таблица 4.3.
| № операции | Модель станка | Цена станка, млн. руб. | Категория ремонтной сложности |
Количество станков на операции | Трудоемкость, Тшт., мин | Коэффициент загрузки станка |
| 010 | 8Г662 | 5,365 | 7 | 1 | 2,718 | 0,01687 |
| 015 | 2206ВМФ4 | 145,684 | 35 | 1 | 5,472 | 0,03395 |
| 020 | 1М63 | 16,037 | 19 | 1 | 10,008 | 0,06210 |
| 025 | 1М63 | 16,037 | 19 | 1 | 15,048 | 0,09337 |
| 045 | 16К20 | 15,8 | 19 | 1 | 3,444 | 0,02137 |
| 050 | 16К20 | 15,8 | 19 | 1 | 15,264 | 0,09471 |
| 055 | 16К20 | 15,8 | 19 | 1 | 14,664 | 0,09099 |
| 060 | 5350А | 16,211 | 15 | 1 | 130,89 | 0,81217 |
| 065 | 5350А | 16,211 | 15 | 1 | 90,156 | 0,55942 |
| 080 | 2Н135 | 4,669 | 13 | 1 | 4,248 | 0,02636 |
| 095 | 16К20 | 15,8 | 19 | 1 | 3,444 | 0,02137 |
| 100 | 3М152В | 33,64 | 30 | 1 | 16,71 | 0,10369 |
| 105 | 3451А | 33,684 | 25 | 2 | 299,334 | 0,92869 |
| 110 | 3451А | 33,684 | 25 | 2 | 299,334 | 0,92869 |
Анализ, приведенных в таблицах 4.2. и 4.3. сведений показывает, что станки, используемые на операциях по габаритным размерам обрабатываемой заготовки, достигаемой точности и шероховатости поверхностей соответствуют требуемым условиям обработки данной детали.
Для анализа схем базирования заготовок при обработке и возникающих при базировании погрешностей составим таблицу 4.4. Деталь изображена на рис. 4.1.
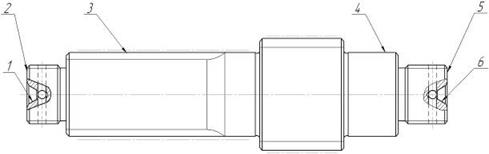
Рисунок 4.1.
Таблица 4.4.
| № операции | Выдерживаемые размеры | Номера поверхностей – баз | Погрешность установки | |||||
| Номинал | Допуск | Установочная | Направляющая | Двойная направляющая | Опорная | Двойная опорная | ||
| 010 | 314 | 2,2 | – | – | 3, 4 | – | – | 0,5 |
| 015 | 309 | 1,3 | – | – | 3, 4 | – | – | 0,25 |
| 020 | Ш63 | 0,74 | – | – | 1, 6 | 2 | – | – |
| 75,5 | 0,74 | |||||||
| Ш45 | 0,62 | |||||||
| 40 | 0,39 | |||||||
| 025 | Ш63 | 0,74 | – | – | 1, 6 | 5 | – | – |
| 169,5 | 1,0 | |||||||
| Ш45 | 0,62 | |||||||
| 27,5 | 0,52 | |||||||
| 045 | – | – | – | – | 3, 4 | – | – | – |
| 050 | Ш80,7 | 0,22 | – | – | 1, 6 | 2 | – | – |
| Ш60,7 | 0,19 | |||||||
| 62,5 | 0,74 | |||||||
| Ш41,8 | 0,29 | |||||||
| 40 | 0,39 | |||||||
| 5 | 0,3 | |||||||
| Ш59,5 | 0,74 | |||||||
| 4,5 | 0,5 | |||||||
| Ш39 | 0,39 | |||||||
| М42Ч2 | 6g | |||||||
| 37 | 0,6 | |||||||
| 055 | Ш60,7 | 0,19 | – | – | 1, 6 | 5 | – | – |
| 143,5 | 1,0 | |||||||
| Ш41,8 | 0,29 | |||||||
| 29 | 0,33 | |||||||
| 4,5 | 0,5 | |||||||
| Ш39 | 0,39 | |||||||
| 5 | 0,3 | |||||||
| Ш59,5 | 0,74 | |||||||
| М42Ч2 | 6g | |||||||
| 29 | 0,6 | |||||||
| 060 | Ш50,5 | 0,74 | – | – | 1, 6 | 5 | – | – |
| 9,6 | 0,4 | |||||||
| 065 | Ш67,5 | 0,74 | – | – | 1, 6 | 2 | – | – |
| 12,6 | 0,4 | |||||||
| 080 | Ш6 | 0,3 | – | – | 3, 4 | 1 | – | 0,18 |
| 095 | – | – | – | – | 3, 4 | – | – | – |
| 100 | Ш60 | 0,019 | – | – | 1, 6 | 2 | – | – |
| Ш60 | 0,02 | – | – | 1, 6 | 5 | – | – | |
| Ш80 | 0,02 | |||||||
| 105 | 9 | 0,06 | – | – | 1, 6 | 5 | – | – |
| 110 | 12 | 0,06 | – | – | 1, 6 | 2 | – | – |
Для оценки установочно-зажимных приспособлений, режущего и вспомогательного инструмента, средств технического контроля составляем таблицы 4.5., 4.6. и 4.7.
Таблица 4.5.
| № операции | Название приспособления | Вид приспособления | Привод приспособления | Количество приспособлений на станке | Время на установку и снятие заготовки |
| 010 | Установочное | СНП | ручной | 1 | 0,1 |
| 015 | Фрезерное | УНП | пневмо | 1 | 0,078 |
| 020, 025 | Патрон поводковый | СНП | ручной | 1 | 0,15 |
| Центр передний | УБН | - | 1 | ||
| Центр задний | УБН | пневмо | 1 | ||
| 045, 050 | Патрон поводковый | СНП | ручной | 1 | 0,13 |
| Центр передний | УБН | - | 1 | ||
| Центр задний | УБН | пневмо | 1 | ||
| Хомутик | СНП | ручной | 1 | ||
| 055 | Патрон поводковый | СНП | ручной | 1 | 0,15 |
| Центр передний | УБН | - | 1 | ||
| Центр задний | УБН | пневмо | 1 | ||
| 060, 065 | Центр верхний | УБН | пневмо | 1 | 0,13 |
| Центр нижний | УБН | - | 1 | ||
| Поводок | УНП | ручной | 1 | ||
| Хомутик | СНП | ручной | 1 | ||
| 080 | Тиски 7201–0019 | УБП | пневмо | 1 | 0,11 |
| 095 | Патрон поводковый | СНП | ручной | 1 | 0,15 |
| Центр передний | УБН | - | 1 | ||
| Центр задний | УБН | пневмо | 1 | ||
| 100 | Планшайба поводковая | СНП | ручной | 1 | 0,13 |
| Центр передний | УБН | ручной | 1 | ||
| Центр задний | УБН | ручной | 1 | ||
| Хомутик | СНП | ручной | 1 | ||
| 105, 110 | Планшайба поводковая | СНП | ручной | 1 | 0,13 |
| Центр передний | УБН | ручной | 1 | ||
| Центр задний | УБН | ручной | 1 | ||
| Хомутик | СНП | ручной | 1 |
В рассматриваемом технологическом процессе применяется как специализированная так и универсальная вспомогательная оснастка. Время, необходимое на смену одного режущего инструмента во вспомогательном, сравнительно невелико. Затраты времени на смену (правку) инструмента можно снизить, если применить более стойкие твердосплавные инструменты с износостойкими покрытиями. Крепление инструментов, их установка и смена не сложны. Таким образом, вспомогательная оснастка соответствует данному типу производства.
Приспособления, применяемые на участке, специальные с пневматическими зажимами и ручные, соответствуют современным требованиям: позволяют добиться нужных параметров по качеству и точности, предъявляемых к детали, обеспечивают точное базирование и надежное закрепление, а также повышают производительность труда.
Таблица 4.6.
| № операции | Наименование инструмента | Вид инструмента | Материал режущей части инструмента | Стойкость | Метод настройки на размер. | СОЖ | Режимы резания | ||
Vм/ мин | Sмм/ об |
t К-во Просмотров: 562
Бесплатно скачать Курсовая работа: Технологический процесс изготовления вала ведущего
| |||||||