Курсовая работа: Технологии извлечения вольфрама
Керметы (керамико-металлические материалы) – материалы, представляющие собой композиции одной или нескольких керамических фаз с металлами. Керамическую фазу в керметах обычно составляют порошки оксидов, карбидов, нитридов и других тугоплавких соединений. Считается, что объемная доля керамики в керметах может изменяться от 0,15 до 0,85. Керметы классифицируют по природе керамической составляющей (оксидные, карбидные, нитридные, боридные) и по применению (жаропрочные, износостойкие, высокоогнеупорные, коррозионно-стойкие и др.).
Микроструктура керметов может представлять собой керамическую матрицу, внутри которой расположены металлические включения; металлическую матрицу с изолированными между собой керамическими частицами; два равноправных каркаса из металла и керамики и статистическую смесь керамических и металлических частиц. Выбор той или иной структуры диктуется назначением материала и технологией его получения.
Керметы изготавливают методами порошковой металлургии – прессованием и твердофазным спеканием, жидкофазным спеканием, пропиткой, экструзией, горячим прессованием, прокаткой и др.
Изготовление керметов методом пропитки используют реже, чем жидкофазное спекание. Это связано с тем, что в большинстве случаев стремятся получить структуру кермета, при которой каждая частица карбида окружена слоем металла, чтобы обеспечить повышенные показатели ударной вязкости и трещиностойкости, а такую структуру легче получить жидкофазным спеканием, чем пропиткой. Тем не менее, в ряде случаев целесообразно использовать метод пропитки, который позволяет получать изделия сложной формы с практически нулевой пористостью, регулировать время контактирования тугоплавкого соединения с жидким металлом (сплавом) и пригоден для выпуска деталей больших серий.
Работоспособность кермета контролируется как свойствами его составляющих и их относительной концентрацией, так и прочностью их связи, а также структурой тугоплавкого каркаса, формирующегося на стадии предварительного спекания под пропитку. На этой стадии необходимо обеспечить требуемую пористость, определенный размер пор и зерен, а также прочность самого каркаса.
Одним из наиболее важных моментов в регулировании свойств керметов является управление межфазным взаимодействием. Оптимальным в смысле обеспечения прочности является термодинамически равновесная адгезия между фазами.
Теоретические оценки и накопленный экспериментальный опыт по межфазному взаимодействию позволяют установить правила выбора металлических матриц для керметов. В керметах, содержащих оксиды, металлическая составляющая должна иметь меньшее сродство к кислороду, чем металл оксида, или образовывать оксиды, изоморфные основной оксидной составляющей кермета (например, оксид алюминия - хром). В керметах на основе карбидов рекомендуется в качестве металлической фазы применять металлы, которые не образуют карбидов. Металлическая связка нитридных керметов не должна образовывать стойких нитридов, а силицидных – не должна взаимодействовать с кремнием, поскольку последний в силицидах имеет практически такую же активность, как в свободном состоянии.
Прочность связи на межфазной границе можно регулировать в широких пределах при получении керметов за счет введения в расплавленный металл адгезионно-активных добавок.
Керметы типа металл - тугоплавкое соединение используют в качестве фрикционных, антифрикционных, конструкционных, огнеупорных, износостойких, эрозионностойких и абразивных материалов. Рассмотрим некоторые керметы, получаемые пропиткой карбидных каркасов металлическими расплавами.
1.5 Керметы на основе карбида вольфрама
Наиболее распространенными керметами являются сплавы системы WC-Co. При нагреве прессовки из карбида вольфрама, на которую сверху положен чистый кобальт (Рисунок 4, а), происходит частичное спекание карбидных частиц. При температурах 1550 К образуется эвтектика и в местах контакта прессовки с кобальтом появляется жидкая фаза, пропитывающая карбидный каркас (Рисунок 4, б).
При более низких температурах растворение карбида в кобальте пренебрежимо мало. Десятиминутная выдержка при 1720 К приводит к полному расплавлению кобальта и пропитке каркаса, однако при этом верх изделия плотнее и богаче связующим металлом, чем его нижняя часть. Для выравнивания состава по всему объему требуется выдержка 2–4 ч при той же температуре (Рисунок 35, в). На поверхности каркаса в процессе пропитки образуются раковины глубиной 1-3 мм в результате растворения карбида вольфрама в кобальте. При охлаждении до комнатной температуры происходит выделение карбида вольфрама из раствора и рост его частиц (Рисунок 35, г). Структура твердого сплава состоит из частиц карбид; (1), окруженных матрицей из кобальтовой фазы (). В процессе высокотемпературной выдержки происходит растворение первоначальных карбидных мостиков и усадка материала.
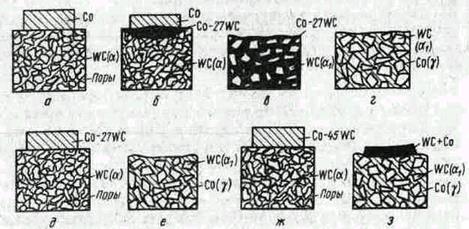
Рисунок 4 – Схема пропитки карбида вольфрама чистым кобальтом (а – г) и сплавами кобальта с карбидом вольфрама эвтектического (д, е) и заэвтектического состава (ж, з): а, д, ж – 293 -1553 К; б – 1553 К; в – 1673-1753 К; г,е.з – 293 К.
При пропитке пористого карбидного каркаса сплавом эвтектического состава (Co-27WC) раковины на поверхности образца не образуются (Рисунок 35, д, е), наблюдается только незначительная шероховатость поверхности. Если же для пропитки используют сплав с избытком карбида (Рисунок 35, ж, з), то на пропитываемом изделии остается легко удаляемый слой из карбида вольфрама и кобальта. Таким образом, предварительное насыщение металла элементами, из которых состоит тугоплавкое соединение, позволяет устранить появление раковин.
Пропиткой спрессованного карбида вольфрама медью, медно-никелевым сплавом Cu–10%Ni, марганцевым мельхиором МНМц60-20–20 и медносеребряным сплавом получали керметы, предназначенные для работы в торцевых уплотнениях насосов, перекачивающих кислоты и щелочи.
1.6 Керметы на основе карбида титана
Карбид титана обладает высокой окалиностойкостью, низкой плотностью, хорошо смачивается переходными металлами, менее дефицитен, чем карбид вольфрама, широко используемый при изготовлении традиционных твердых сплавов. Известны керметы на основе карбида титана, пропитанного углеродистыми, легированными, инструментальными и коррозионностойкими сталями, жаропрочными никелевыми сплавами, стеллитами.
Пропитывающие сплавы смачивают карбид титана, а многие компоненты, входящие в их состав, активно взаимодействуют с ним при повышенных температурах. Так, хром, являясь сильным карбидообразующим элементом, образует карбид хрома, из которого формируются мостики между зернами карбида титана, снижающие пластичность и вязкость кермета. Аналогичное влияние оказывает алюминий, который в процессе пропитки образует с никелем хрупкие алюминиды, располагающиеся в виде перемычек между зернами карбида и охрупчивающие кермет.
Глава 2. Твердые металлокерамические сплавы
В настоящее время для производства режущих инструментов широко используются твердые сплавы. Они состоят из карбидов вольфрама, титана, тантала, сцементированных небольшим количеством кобальта. Карбиды вольфрама, титана и тантала обладают высокой твердостью, износостойкостью и теплостойкостью. Инструменты, оснащенные твердым сплавом, хорошо сопротивляются истиранию сходящей стружкой и материалом заготовки и не теряют своих -режущих свойств при температуре нагрева до 750—1100* С.
Недостатком твердых сплавов, по сравнению с быстрорежущей сталью, является их повышенная хрупкость, которая возрастает с уменьшением содержания кобальта в сплаве. Скорости резания инструментами, оснащенными твердыми сплавами, в 3—4 раза превосходят скорости резания инструментами из быстрорежущей стали. Твердосплавные инструменты пригодны для обработки закаленных сталей и таких неметаллических материалов, как стекло, фарфор и т. п.
Производство металлокерамических твердых сплавов относится к области порошковой металлургии. Порошки карбидов смешиваются с порошком кобальта. Из этой смеси прессуются изделия требуемой формы и затем подвергаются спеканию при температуре, близкой к температуре плавления кобальта. Таким путем изготовляются пластинки твердого сплава различных размеров и форм, которыми оснащаются резцы, фрезы, сверла, зенкеры, развертки и др.
Пластинки твердого сплава крепятся к державке или корпусу напайкой или механически при помощи винтов и прижимов. Наряду с этим в машиностроительной промышленности применяются мелкоразмерные, монолитные твердосплавные инструменты, состоящие из твердых сплавов. Они изготовляются из пластифицированных заготовок. В качестве пластификатора в порошок твердого сплава вводят парафин до 7—9%. Из пластифицированных сплавов прессуются простые по форме заготовки, которые легко обрабатываются обычным режущим инструментом. После механической обработки заготовки спекаются, а затем шлифуются и затачиваются.
Из пластифицированного сплава заготовки монолитных инструментов могут быть получены путем мундштучного прессования. В этом случае спрессованные твердосплавные брикеты помещаготся в специальный контейнер с твердосплавным профилированным мундштуком. При продавливании через отверстие мундштука изделие принимает требуемую форму и подвергается спеканию. По такой технологии изготовляются мелкие сверла, зенкеры, развертки и т. п.
Монолитный твердосплавный инструмент может также изготовляться из окончательно спеченных твердосплавных цилиндрических заготовок с последующим вышлифовыванием профиля алмазными кругами.
В зависимости от химического состава металлокерамические твердые сплавы, применяемые для производства режущего инструмента, разделяются на три основные группы.
Сплавы первой группы изготовляются на основе карбидов вольфрама и кобальта. Они носят название вольфрамо-кобальтовых. Это сплавы группы ВК. Ко второй группе относятся сплавы, получаемые на основе карбидов вольфрама и титана и связующего металла кобальта. Это двухкарбидные титановольфрамокобальтовые сплавы группы ТК
Третья группа сплавов состоит из карбидов вольфрама, титана, тантала и кобальта. Это трехкарбидпые титанотанталовольфрамокобальтовые сплавы группы ТТК.