Курсовая работа: Технология изготовления детали типа "Вал"
Назначаем ![]()
- черновое точение – 14 квалитет;
Определим количество переходов для торца 12:
 ,
,
![]()
Назначаем ![]() (т.к. эта поверхность имеет шероховатость Ra=2,5)
(т.к. эта поверхность имеет шероховатость Ra=2,5)
- черновое точение – 14 квалитет
- получистовое точение – 10 квалитет;
- чистовое точение – 8 квалитет;
Определим количество переходов для поверхности 13
 ,
,
![]()
Назначаем ![]() (т.к. эта поверхность имеет шероховатость Ra=1,25)
(т.к. эта поверхность имеет шероховатость Ra=1,25)
При обработке происходит уточнение размера на 10 квалитетов точности (с 16 квалитета до 6 квалитета поверхности детали). Распределим по переходам уточнение размера поверхности В по методу арифметической прогрессии:
- черновое точение – 14 квалитет;
- получистовое точение – 10 квалитет;
- чистовое точение – 8 квалитет;
- шлифование– 6 квалитет
На остальные поверхности назначаем однократную обработку
Заносим в таблицу 5 план обработки на каждую поверхность
Таблица 5 - План обработки детали «Вал»
| Исходные данные | Штамповка Э0 | Черновой Э1 | Получистовой Э2 | Чистовой Э3 | |||||||||||
| Пов. | Квалитет | Тд , мкм | Ra, мкм | Квалитет | Тд , мкм | Rz, мкм | Квалитет | Тд , мкм | Ra, мкм | Квалитет | Тд , мкм | Ra, мкм | Квалитет | Тд , мкм | Ra, мкм |
| 1,14 | 14 | 1150 | 10 | 16 | 2900 | 80 | 14 | 1150 | 10 | ||||||
| 2 | 6 | 13 | 1,25 | 16 | 1300 | 80 | 14 | 520 | 10 | 10 | 84 | 3,2 | 8 | 33 | 2,5 |
| 3 | 8 | 27 | 2,5 | 16 | 1100 | 80 | 14 | 430 | 10 | 10 | 70 | 3,2 | 8 | 27 | 2,5 |
| 4 | 14 | 430 | 10 | 16 | 1300 | 80 | 14 | 430 | 10 | ||||||
| 5 | 14 | 620 | 10 | 16 | 1600 | 80 | 14 | 620 | 10 | - | - | - | - | - | - |
| 6 | 6 | 16 | 1,25 | 16 | 1600 | 80 | 14 | 620 | 10 | 10 | 100 | 3,2 | 8 | 39 | 2,5 |
| 7 | 8 | 46 | 2,5 | 16 | 1900 | 80 | 14 | 740 | 10 | 10 | 120 | 3,2 | 8 | 46 | 2,5 |
| 8 | 14 | 620 | 10 | 16 | 1600 | 80 | 14 | 620 | 10 | ||||||
| 9 | 14 | 740 | 10 | 16 | 1900 | 80 | 14 | 740 | 10 | ||||||
| 10 | 14 | 740 | 10 | 16 | 1900 | 80 | 14 | 740 | 10 | ||||||
| 11 | 14 | 620 | 10 | 16 | 1600 | 80 | 14 | 620 | 10 | ||||||
| 12 | 8 | 54 | 2,5 | 16 | 2200 | 80 | 14 | 870 | 10 | 10 | 140 | 3,2 | 8 | 54 | 2,5 |
| 13 | 6 | 13 | 1,25 | 16 | 1300 | 80 | 14 | 520 | 10 | 10 | 84 | 3,2 | 8 | 33 | 2,5 |
6.2 Выбор вариантов схем базирования заготовки
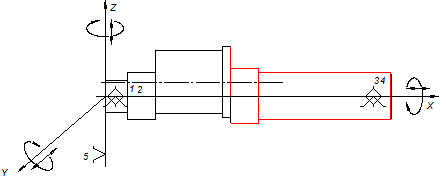
На первой фрезерно-центровальной операции базируем заготовку по наружным поверхностям диаметром 33 и 34 мм, выбрав ее в качестве черновой базы, для одновременной обработки торцов и сверления центровых отверстий.
Данная схема базирования лишает заготовку 5 степеней свободы - перемещения вдоль осей XYZ и поворота вокруг осей YZ. Наружная цилиндрическая поверхность является двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец является опорной базой и лишает заготовку 1 степени подвижности. Наружная цилиндрическая поверхность является черновой базой и используется на черновых операциях. Такая схема реализуется при установке заготовки в тисках с призматическими губками.
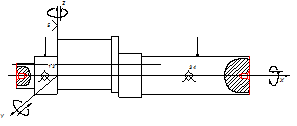
Рисунок 5 - Схема базирования заготовки 015 операции
На 020 токарной с ЧПУ операции базируемся по центровым отверстиям, выбрав ее в качестве чистовой базы и торцу для обработки базовой поверхности для черновой и чистовой обработки поверхностей диаметром 30,233 и 35 и подрезки торцов в размер 102 и 84 мм
Данная схема базирования лишает заготовку 5 степеней свободы -перемещения вдоль осей XYZ и поворота вокруг осей YZ. Торец является опорной базой и лишает заготовку 1-х степеней свободы, а наружная цилиндрическая поверхность – двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец и центровые отверстия являются чистовыми базами и используются неоднократно. Такая схема реализуется при установке заготовки в комбинированном патроне и заднем центре.