Курсовая работа: Технология получения и обработки заготовок
Литейный сплав
Плотность,
г/см3
Линейная усадка сплава, %
Температура, °С
Твердость по Бринеллю, НВ
плавления
заливки в литейные формы
СЧ 20
7,1–7,3
0,9–1,3
1150–1260
1260–1400
200–250
Серый чугун имеет хорошие литейные свойства, так как испытывает эвтектическое превращение, хорошую жидкотекучесть lж.мин – 40…50 мм, малую литейную усадку (0,8…1,2%) и малую склонность к образованию усадочных дефектов.
Пластинчатые включения графита обеспечивают пониженную твердость, а соответственно, хорошую обрабатываемость резанием, так как структура получается крошащейся и давление на инструмент уменьшается, а также высокие антифрикционные свойства. Вместе с тем включения графита снижают прочность и пластичность, так как нарушают сплошность металлической основы, при этом у серого чугуна хорошая герметичность – способность материала препятствовать проникновению частиц жидкости или газа сквозь свою кристаллическую решётку. Чугунные отливки с мелким графитом и низким содержанием фосфора при отсутствии волосяных трещин могут противостоять давлению жидкости до 100 МПа и газов до 70 МПа.
Благодаря сочетанию высоких литейных свойств, достаточной прочности, износостойкости, а так же относительной дешевизне серые чугуны получили широкое распространение в машиностроении. Их используют для получения качественных отливок сложной формы при отсутствии жестких требований к габаритам и массе.
Диаграмма состояния сплавов системы железо-углерод приведена на рисунке 1.
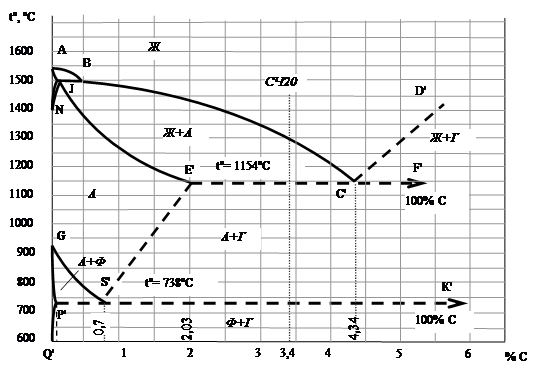
Рисунок 1 – Диаграмма состояния сплавов системы железо-углерод: А – аустенит; Г – графит; Ж – жидкий расплав
Отливки из серого чугуна подвергают термической обработке. Используют отжиг для снятия внутренних напряжений и стабилизации размеров (5600 С). Структура чугуна СЧ20 – феррито-перлитная с крупнопластинчатой формой графита – приведена на рисунке 2.

Рисунок 2 – Микроструктура серого чугуна с феррито-перлитной основой
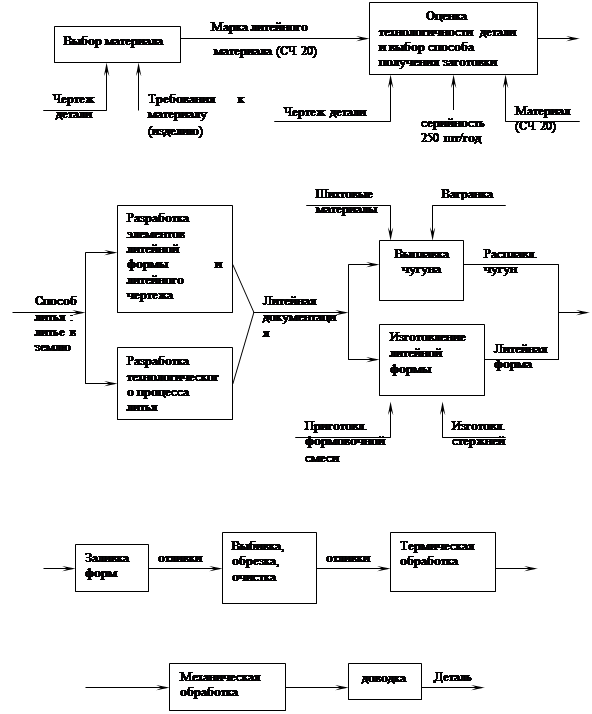
1.2 Общая схема технологического процесса получения детали
2. Оценка технологичности детали и выбор способа получения заготовки
С точки зрения механической обработки деталь имеет небольшую сложность при обработке. Отверстия менее 15 мм не отливаются. Так как производство мелкосерийное, то затраты компенсируются переплавкой сплава. Некоторую сложность представляет обработка внутренней поверхности. Она получается в результате выполнения механической операции.
В единичном производстве проблемы изготовления и обработки решаются использованием универсальной оснастки, станков и инструмента.
Программа 500 штук в год соответствует мелкосерийному производству. В связи с вышеперечисленным данную деталь целесообразно выполнить литьем в землю.
Основным достоинством литья в песчаные формы является его универсальность и простота. Этот метод применяется для изготовления отливок самой разной формы, габаритов и массы.
Недостатками этого метода являются: