Курсовая работа: Технология производства печатных плат
— элементы с цилиндрической формой корпуса, имеющие аксиальное расположение выводов (резисторы типа ОМЛТ);
— элементы со штыревыми выводами (конденсаторы, транзисторы, ИМС DA1).
Отсутствие нетиповых корпусов ИМС и ЭРЭ способствует высокой технологичности изделия и позволяет автоматизировать процессы подготовки элементов к монтажу и сборки.
Существуют две схемы сборки: схема сборки с базовой деталью и схема сборки веерного типа. Так как устройство достаточно простое, выбираем схему сборки с базовой деталью (Рис.1). Базовой деталью является печатная плата, на которой закрепляются остальные элементы конструкции. Схема сборки с базовой деталью показывает последовательность выполнения операций.
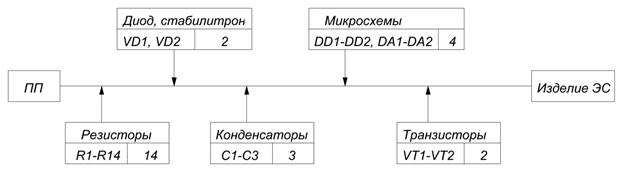
Рисунок 1 – Схема сборки с базовой деталью.
Необходимо знать допускаемый уровень дефектности. Это условие надо учесть при определении параметров техпроцесса, и программа запуска при детальной разработке техпроцесса должна быть увеличена. Также необходимо разработать план контроля, позволяющий поддерживать уровень дефектности на заданном уровне.
3. ПОИСК АНАЛОГОВ И ПРОТОТИПА ИЗ ИЗВЕСТНЫХ ТЕХНОЛОГИЙ, ОБЕСПЕЧИВАЮЩИХ РЕШЕНИЕ КОНКРЕТНОЙ ТЕХНИЧЕСКОЙ ЗАДАЧИ
В соответствии с требованиями ГОСТ 31109-82 при разработке техпроцессов сборки изделия ЭВС необходимо максимально использовать типовые технологические процессы.
Типизация технологических процессов уменьшает объем технологической документации, сокращает объем работ по подготовке производства, позволяет вести разработку и применение групповых методов обработки, организации специализированных участков, применения поточных линий и средств автоматизации.
В электронной промышленности существует шесть общих типов SMT сборки, каждому из которых соответствует свой порядок производства. При выборе типа сборки, основной целью должна быть минимизация числа операций, так как каждая операция может увеличивать промышленную стоимость. Существует специальный стандарт, в котором представлены основные виды сборок, разбитые по классам.
· Тип 1 – монтируемые компоненты установлены только на верхнюю сторону или interconnecting structure
· Тип 2 – монтируемые компоненты установлены на обе стороны платы или interconnecting structure
· Класс А - только through-hole (монтируемые в отверстия) компоненты
· Класс В - только поверхностно монтируемые компоненты (SMD)
· Класс С - смешанная: монтируемые в отверстия и поверхностно монтируемы компоненты
· Класс Х - комплексно-смешанная сборка: through-hole, SMD, fine pitch, BGA
· КлассY - комплексно-смешаннаясборка: through-hole, surface mount, Ultra fine pitch, CSP
· КлассZ - комплексно-смешаннаясборка: through-hole, Ultra fine pitch, COB, Flip Chip, TCP
В разрабатываемом устройстве применяются только through-holeкомпоненты, причем устанавливаются они только на верхнюю сторону платы. Таким образом, тип сборки для устройства – 1А.
Технологический процесс сборки ПП на основе THT-технологии состоит из следующих типовых этапов:
· подготовка выводов ЭК (формовка, обрезка), часто совмещается с автоматизированным монтажом;
· установка компонентов (ручная, автоматическая, полуавтоматическая);
· пайка (волной припоя, ручная, селективная);
· отмывка (ультразвуковая, струйная).
Используем технологический процесс, состоящий из этих этапов, в качестве аналога. С учетом того, что производство является серийным, целесообразно применять средства механизации и автоматизации, так как это повышает производительность и качество производства. Таким образом, внесем уточнения в типовой технологический процесс и получим технологический процесс для разрабатываемого устройства. Схема этого техпроцесса представлена ниже на рисунке 2.

Рисунок 2 – Схема разрабатываемого технологического процесса.
4. ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И ОСНАСТКИ