Курсовая работа: Технология производства печатных плат
- Свойство CopyExact™, обеспечивает переносимость одной и той же программы от машины к машине, для любой производственной линии и сборочного участка.
- Программа Repair station (Ремонтная станция), а также программный пакет обработки производственных данных позволяют повысить качество продукции и всего производства.
- Следование выбранной пользователем стратегией проверки, увеличение выхода годных изделий на последующих этапах производственного цикла, сокращение количества пропущенных дефектов.
Программы Repair Station («Станция ремонта») и статистической обработки данных
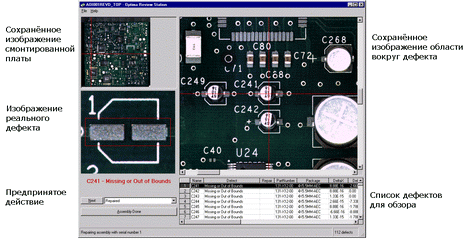
Рисунок 10 – Программный пакет Review Pro
Программный пакет Access Pro™ для статистической обработки данных позволяет оценить стабильность технологического процесса. Для этого измеряется количество брака на множестве плат, и на основе оценки числа прошедших проверку плат и обнаруженных дефектов программа вскрывает существующие в технологическом процессе тенденции. Программный пакет оперирует общепринятыми показателями оценки брака, включая общее количество брака, среднее количество дефектов и распределение Парето для прошедших контроль и признанных дефектными плат. Все эти данные экспортируются в таблицу в формате Microsoft Excel, на основе которой пользователь может самостоятельно создавать любые отчеты.
Программный пакет Review Pro™ предлагает оператору возможность сбора данных по дефектам для каждой платы, а также возможность сбора воедино данных по ремонту, действиям и комментариям оператора. Простой в использовании интерфейс сводит к минимуму время обучения оператора.
Несколько уровней безопасности позволяют операторам с различной квалификацией эксплуатировать программное обеспечение с разным уровнем функциональности. Уровень доступа «Программист» даёт привилегии неограниченного доступа и управления, позволяющие изменять отклик машины и подсказки, появляющиеся на экране.
Для функционального контроля применяется система внутрисхемного и функционального электрического контроля электронных модулей на печатных платах SPEA 3030.
Особенности системы SPEA 3030:
- максимальное количество тест каналов: до 4096 аналоговых и 2048 цифровых;
- контроль напряжения, тока, номиналов пассивных компонентов;
- до 8 программируемых ИП;
- измерение частоты до 10 МГц, периода до 100 нс, счетчик событий до 100 млн.
-

Рисунок 11 – Система внутрисхемного и функционального электрического контроля электронных модулей на печатных платах SPEA 3030.
5 ОЦЕНКА ТЕХНИЧЕСКОГО УРОВНЯ ИЗДЕЛИЯ
Технологический уровень изделия оценивается при помощи такого понятия как технологичность конструкции изделия. В соответствии с ГОСТ ЕСТПП 14.201-83 «Общие правила обеспечения технологичности конструкции изделия» технологичность конструкции изделия оценивают количественно с помощью системы показателей, которая включает:
- базовые (исходные) значения показателей технологичности, являющиеся предельными нормативами технологичности, обязательными для выполнения при разработке изделия;
- значения показателей технологичности, достигнутые при разработке изделия;
- показатели уровня технологичности конструкции разрабатываемого изделия.
Номенклатура базовых показателей и методика их определения приводится в отраслевых стандартах. Значения базовых показателей применяются в пределах 0<Кi <1. Увеличение показателя соответствует более высокой технологичности изделия. К базовым показателям технологичности для электронных блоков, определяемым на стадии разработки рабочей документации, относят следующие показатели (в порядке их ранжирования по весовой значимости):
1. Коэффициент использования микросхем и микросборок в блоке Ки.МС :
Ки.МС =НМС /НЭРЭ (5.1)
где НМС =4 шт. – общее количество микросхем и микросборок в изделии;
НЭРЭ =25 шт. – общее количество ЭРЭ.
Ки.МС =4/25=0,16