Курсовая работа: Технология ремонта автомобилей
Этот вид повреждения характеризуется не только вмятиной глубиной до 1 см, но и вспучиванием по высоте в пределах 1-3 мм граничных с вмятиной поверхностей.
Для работы потребуются:
а) молоток средних размеров;
б) поддержки двух типов;
в) боек;
г) набор материалов, указанных в разд. 2.
Поддержка должна быть массивной и выполнена из стали, латуни, меди или бронзы. Рабочая поверхность у нее - сфера (рис. 9, 10), которую необходимо заполировать. Вид поддержки выбирать в зависимости от возможности доступа к месту повреждения с тыльной стороны.
^о-5<?
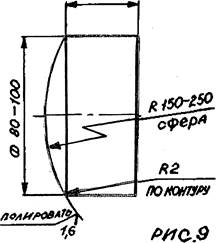
Форма ее может быть и иной, чем показанная на рисунках.
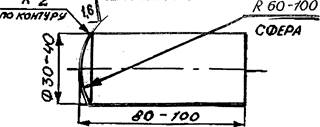
Рис.10
]5
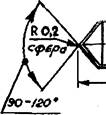
Боек (рис. 11) изготовить из подкаленной стали, можно использовать в качестве заготовки пробойник, керн, бородок, маленькое зубило.
^0-/2
А^С.У/
Задача, которая ставится перед ремонтником при данном виде повреждения, - опустить вздувшийся металл до уровня или чуть ниже основной нетронутой поверхности. Подготовка этой поверхности и соседствующей с ней вмятины под шпатлевку. Шпатлевание. Шлифование - обработка всего места повреждения под покраску.
Поддержку завести с тыльной стороны повреждения. Работа бойком -с лицевой стороны. Начинать работу следует от периферии вздутия, кругами приближаясь к центру. Поддержка при этом должна быть прислонена изнутри к граничному по отношению к центру бойка участку таким образом, чтобы образованный после удара бойком конусок не дотронулся до поддержки. Повышенная вибрация металла от удара будет свидетельствовать о том, что поддержка расположена далеко от места удара и в таком случае удар не только не эффективен, но и может привести к дополнительному изгибу металла, так как создается слишком большое плечо между точкой приложения силы удара и точкой приложения поддержки. Удар по бойку должен быть безынерционным (коротким), сила удара должна отвечать толщине металла исправляемой детали. Величина конуска, выступившего с тыльной стороны после удара, должна быть высотой в доли миллиметра. С изменением точки приложения бойка необходимо следом переместить и поддержку, соблюдая вышеизложенное взаимное положение бойка и поддержки. Промежутки между точками установки бойка могут быть 1-5 мм. Для первого прохода они должны быть наибольшими. Под проходом нужно понимать цикл обстукивания выпуклости с постепенным приближением кругами от периферии до центра. Нельзя пытаться за счет силы удара осадить выпуклость за один проход. После первого прохода осмотрите результаты работы с целью сделать коррективы для точек приложения бойка и поддержки. Попытайтесь осмыслить, как повел себя металл, в какой зоне нужно сгустить удары, а где, может быть, и не трогать. Учитывайте следующее обстоятельство: металл, побывавший под штампом (при изготовлении детали на заводе), получил то, что в технике называется явлением наклепа, а это значит, что любая его форма, кроме той, которую он принял под штампом, для него неестественна, т.е. поверхность металла "имеет желание" вернуться к первоначальному состоянию за счет внутренних сил упругости, обретенных при наклепе.
16
Таким образом, если ваша работа согласуется с этим обстоятельством, то вы на правильном пути. Нанесение на внешней стороне выпуклости микровпадин конической формы (оставляемых бойком) ведет к собираемости металла, что в свою очередь уменьшает высоту выпуклости.
Итог этого этапа вашей работы таков. Вы пришли к состоянию повреждения, описанному в разд. 2: есть вмятина, но добавилась шероховатая (от следов бойка) поверхность, почти сливающаяся с основной, недеформированной.
Далее следует начать подготовку поврежденной поверхности к шпат-леванию. Поверхность, обрабатываемую бойком, зачистить шкуркой, куском наждака, напильником, по возможности меньше затрагивая неповрежденную поверхность.
Последовательность других операций описана в предыдущем разделе.
VI. ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ, ЗНАЧИТЕЛЬНО ПОВРЕЖДЕННЫХ КОРРОЗИЕЙ
Процесс разрушения нового металла временем также неумолим, как и всего остального. Лучше всего не допустить сквозной коррозии кузова. Способов предотвращения этого описано множество. В нашем случае речь пойдет о том, как быть, если неотвратимое случилось. Например, вдруг не стало участка кромки двери в районе порога или на крыле проступила из-под краски коричневая дорожка из пятен ржавчины и т.д.
Инструмент и материалы:
а) скребок по металлу, шабер или свежезаправленная отвертка;
б) кусок наждачного камня с плоской поверхностью, соизмеримой с поперечником места коррозии;
в) шкурка средней зернистости для сухой обработки;
г) мовиль, смешанный с бензином (1 часть мовиля, 2 части бензина);
д) кусок стеклоткани, по площади соизмеримый с ремонтируемыми поверхностями;
е) набор материалов, указанных в разд. 2. Рассмотрим случай сквозной коррозии, когда все закраины кузовной детали целы. Для начала требуется тщательная зачистка с помощью скребка, при этом нужно захватывать граничную поверхность в 5-7 мм, не тронутую ржавчиной. Усилие нажима на инструмент нужно контролировать таким образом, чтобы не допускать прорыва мостиков оставшегося между отверстиями металла. Если отверстие одно большое, нужно оставлять то, что еще держится за край. С таких слабых поверхностей счистить ржавчину скребком, возможно, не удастся. Тогда операцию продолжать с помощью шкурки, по возможности поддерживая утонившийся металл изнутри. Смысл соскабливания и обработки шкуркой заключается в том, чтобы создать больше точечных участков зачищенного до блеска металла. Если общая площадь таких блестящих участков будет около 70 %, то зачистку можно считать удачной. Граничная поверхность
17
(шириной 5-7 мм) также должна быть зачищена до блеска. Таким же образом обработать тыльную сторону отверстия в пределах 10-40 мм от края.