Курсовая работа: Технология восстановительного ремонта шатуна
Рис. 4. Ремонтная втулка верхнее головки шатуна
Наружный диаметр Д втулки для расточенного на ремонтный размер отверстия в шатуне должен быть 56,25
Бронзовую втулку запрессовывают с натягом 0,05—0,12 мм заподлицо с торцом шатуна, совместив масляные отверстия во втулке и шатуне. Перед запрессовкой втулку охладить до температуры минус 50°С в специальном контейнере с сухим льдом.
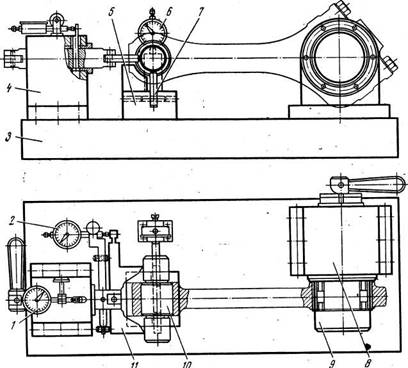
Рис. 5. Приспособление для контроля шатуна:
2, 6 — индикатор; 3 — основание; 4 — корпус; 5 — стойка; 7 — упор; 9 — базовый палец; 10 — установочный палец; U — скоба
Расточку отверстия в бронзовой втулке до диаметра 50 4+0°;оз10 мм производят при частоте вращения расточной головки 1600 об/мин и подаче 0,06 мм/об.
Шероховатость поверхности после расточки /?а = 0,63-7-0,32 мкм. Перед мойкой масляный канал в шатуне прочищают шомполом. Промывают шатун в моечной машине и обдувают сжатым воздухом.
Изгиб, скручивание шатуна, расстояние между осями отверстий верхней и нижней головок проверяют на контрольном приспособлении (ряс. 73).
Настройку индикаторов, установленных ' на приспособлении, производят по эталону.
В верхнюю головку шатуна вставляют установочный палец 10, надевают шатун отверстием нижней головки на базовый палец 9 и кладут выступающими поверхностями установочного пальца 10 на упор 7.
Непараллельность осей отверстий верхней и нижней головок не должна превышать 0,04 мм на длине 100 мм.
Оси отверстий должны лежать в одной плоскости, отклонение не более 0,03 мм на длине 100 мм.
Расстояние между осями должно быть 280±0,03 мм.
Контроль отверстий (диаметр 50^0^° mm и диаметр 93+0'021 мм) производят индикаторным нутромером. Шероховатость поверхностей в отверстиях головок — а = 0,63 мкм торцов а=1,25 мкм. Проверяют совпадение отверстий во втулке и шатуне.
Анализ дефектов детали и требований, предъявляемых к отремонтированной детали.
| Номер дефекта | Название | Метод или при- | Раз | меры |
| дефекта | бор контроля | Номинальный | Пред. допустим. | |
| 1 | Износ торцов нижней головки шатуна рис.1 поз.1 | Штангенциркуль | 41,65 | 40,65 |
| 2 | Задиры поверхности нижней головки шатуна рис.1. поз.1 |
Визуально | ||
| 3 | Износ отверстия под втулку верхней головки шатуна рис 1. поз 4. | Нутример | 50 + 0,031 | 50+0,04 |
Определение годовой программы технологического процесса восстановления детали.
Годовая программа:
Nг=N n kр=25000 1 0,5 = 12 500 шт.
Выбор способов устранения дефектов.
Дефект №1 (Износ торцов нижней головки шатуна ).
Выбираем способы по конструкторско-технологическим характеристикам.
Металлизация:
МПл не подходит из-за малой толщины наращиваемого слоя металла и вида покрытия.
Способ МГП не подходит из-за дороговизны материала покрытия (бронза дорогая).
МЭД подходит по всем параметрам и показателям.
МВЧ и МИВЧ не подходит по материалу покрытия и виду восстанавливаемой поверхности.
Ручная и механизированная сварка под слоем флюса.