Курсовая работа: Ультразвук с механическими напряжениями
Понимание существа процессов, ответственных за подобную стадийность кривых, достигается при микроструктурном анализе металла, подвергнутого усталостным испытаниям. Оказывается, на стадиях 1 и 2 в микроструктуре еще практически незаметны какие-либо изменения, но по мере приближения стадии 3 появляются следы пластической деформации, а сразу после начала крутого спада зависимости Vt (n) отмечены признаки разрушения в виде микротрещин размером ≥ 0.01 мм. Таким образом, есть надежные основания считать, что переход к стадии 3 зависимости СУЗ от числа циклов нагружения сигнализирует о приближении катастрофической стадии усталости и исчерпании ресурса изделия.
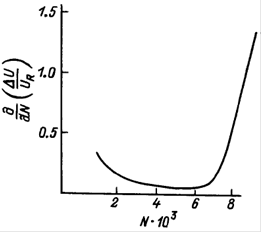
Рис. 7. Зависимость изменения СУЗ на 1 цикл испытания от числа циклов
Таким образом, способ измерения скорости распространения ультразвукового импульса позволяет достаточно уверенно диагностировать накопление дефектов при усталостном нагружении и регистрировать переход от стадии нормальной эксплуатации к стадии предразрушения.
Представляется, что подобный вид зависимости Vt (n) может быть полезен для объяснения известного в теории надежности [11] U – образного характера зависимости интенсивности отказов (их числа в единицу времени) от времени эксплуатации t. Действительно, U – образной является показанная на рис. 7. зависимость dVt /dn от n (очевидно, n – t), построенная по данным рис 6: в терминах теории надежности, ее начальный этап соответствует приработочным отказам, стадия медленного спада СУЗ – периоду внезапных отказов (нормальная эксплуатация), а быстрый спад СУЗ сигнализирует о переходе к наиболее опасному периоду износовых отказов.
2. Методы измерения скорости ультразвука
Изменение скорости распространения ультразвука в сплавах в зависимости от их структуры или термической обработки не превышает 3%. Следовательно, для изучения природы связи структуры и скорости распространения звука нужны ультразвуковые методы исследования с точностью лучше 0,05%, причем погрешность устройств для неразрушающего контроля по скорости распространения ультразвука не должна превышать 0,1%.
Резонансный метод, предназначенный для измерения малых изменений скорости распространения ультразвука, является, [9] довольно точным, 0,05% и лучше. Такой метод легко реализуется экспериментально с помощью высокоточных промышленных приборов (генераторов ультразвуковых колебаний, частотомеров, милливольт метров). Поскольку в устройстве, реализующем данный метод, используются нетиповые пьезопреобразователи и образцы, необходимо оценить его точность.
Импульсные и автоциркуляционные методы пригодны как для промышленных, так и для исследовательских целей. Поскольку они могут быть реализованы с использованием поверхностных, например рэлеевских, волн практически исключается влияние на точность измерений формы и размеров образцов, свойственное резонансному методу, за счет жесткой фиксации расстояния между пьезопреобразователями.
2.1 Резонансный метод
Резонансный метод, основанный на смещении амплитудно-частотной характеристики ультразвукового сигнала, прошедшего через образец наиболее распространен в экспериментальных исследованиях [1]. Заключается он в следующем. В образце возбуждают непрерывные ультразвуковые колебания, частоту которых плавно меняют в некотором диапазоне и измеряют зависимость амплитуды прошедшего сигнала от его частоты. При выполнении условия резонанса в исследуемой акустической системе, когда на длине образца укладывается целое число полуволн, амплитуда прошедшего сигнала достигает максимума, что соответствует резонансному пику на амплитудно-частотной характеристике. После термической обработки образца, изменяющей структуру и свойства, наблюдают смещение частот его резонансных пиков и судят об изменении скорости распространения ультразвуковых волн в металле.
На рис. 8 представлена блок-схема экспериментальной установки, реализующей резонансный метод. Непрерывные ультразвуковые колебания в образце возбуждаются пьезопреобразователем (ПЭП) из титаната бария с резонансной частотой 2,5 МГц, питаемым от генератора колебаний. Прошедший через образец акустический сигнал принимается другим аналогичным ПЭП, преобразующим акустические колебания в переменное напряжение той же частоты, измеряемое ламповым милливольтметром. Частота колебаний регистрируется электронно-счетным частотомером.
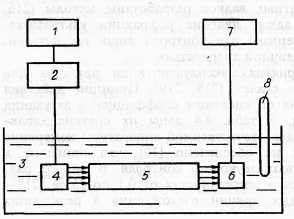
Рис. 8 Блок-схема ультра звуковой резонансной установки: 1 – частотомер Ч3–3З; 2 – генератор колебаний ГЗ (Г4 68); 3 – вода; 4 и б – излучающий и приемный пьезопреобразователи; 5 – цилиндрический образец; 7 – милливольт метр ВЗ-38; 8 – термометр
Для исключения влияния акустического контакта на результаты измерений образец вместе с преобразователями помещается в иммерсионную ванну, заполненную водой. Температура воды и соответственно образца измеряется термометром с точностью 0,1 К. Для акустических исследований резонансным методом наиболее удобны образцы в форме цилиндра диаметром 20–21 и длиной 80–90 мм с шероховатостью поверхности Rmax = 3,2 – 12,5 мкм. Их геометрические размеры можно контролировать с ошибкой 5 мкм микрометром и измерительным микроскопом. Для установления корреляций между резонансными ликами исследуемого образца после различных термообработок амплитудно-частотные зависимости необходимо снимать в диапазоне частот от 2,2 до 2,9 МГц, охватывающем не менее десяти резонансных ликов. Положение экстремальных точек этой зависимости определяется с ошибкой 0,1 кГц. На рис. 9. приведен участок амплитудно-частотной характеристики одного из образцов.

Рис. 9. Участок амплитудно-частотной характеристики одного из образцов
2.2 Импульсный метод
Выше описанный метод применим на практике лишь для контроля деталей, имеющих форму цилиндра с малым разбросом размеров. Кроме того, для резонансного метода сложна обработка результатов измерений. Устранить погрешность, связанную с размерным фактором, и упростить интерпретацию получаемых данных можно с помощью фиксации расстояния, проходимого ультразвуковой волной. А это возможно с применением поверхностных акустических волн, например рэлеевских. Очевидно, наиболее просто метод контроля с помощью этих волн можно реализовать импульсным методом возбуждения ультразвуковых колебаний. Использование импульсного сигнала позволяет применить жесткое, без демпфирующих прокладок, соединение пьезопреобразователей друг с другом и повысить тем самым точность измерений скорости звука по времени прохождения импульсом фиксированного расстояния между излучающим и приемным пьезопреобразователями. Рассмотрим работу импульсного прибора с осциллоскопической индикацией [1], его блок-схему и временные диаграммы. Принцип действия устройства заключается в следующем. Генератор импульсов (ГИ) формирует короткие импульсы амплитудой 35… 100 В, которые подаются на излучающий пьезопреобразователь В1. Ультразвуковой импульс проходит по образцу и через промежуток времени t достигает приемного пьезопреобразователя В2, где преобразуется в электрический импульс, который усиливается усилителем Ус и подается на вертикальный вход (Вх «У’) электронно-лучевого осциллографа ЭО. При постоянной скорости развертки положение импульса на экране зависит от времени прохождения ультразвуком расстояния между пьезопреобразователями и, следовательно, от скорости распространения ультразвука в образце. Запуск ждущей развертки осциллографа происходит не в момент формирования в блоке ГИ импульса, а по истечении промежутка времени t0 несколько меньшего времени t пробега ультразвуковым импульсом расстояния между пьезопреобразователями (рис. 10).
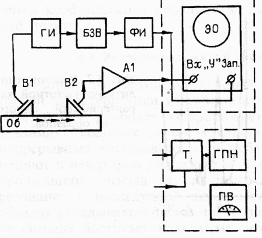
Рис. 10. Блок-схема импульсного прибора (а): ГИ – генератор импульсов; В1 и В2 – излучающий и приемный пьезопреобразователи; Об – образец (изделие); Ус (А1) – усилитель; БЭВ – блок задержки времени; ФИ – формирователь импульсов; Т – Трйггер; ГПН – генератор пилообразного напряжения; ПВ – пиковый (амплитудный) вольтметр, ЭО – электронно-лучевой осциллограф
Временная задержка сигнала осуществляется специальным блоком задержки времени (БЭВ), который запускается импульсом, поступающим с ГИ, и формирует прямоугольный импульс длительности t0. По окончании времени задержки на выходе БЗВ появляется импульс отрицательной полярности, преобразуемый формирователем импульсов (ФИ) в импульс положительной полярности, который подается на электронно-лучевой осциллограф и запускает генератор ждущей развертки. Введение блока задержки времени позволяет существенно увеличить скорость развертки и тем самым повысить точность измерений.
Если обозначить t’ время от момента включения развертки до появления на экране осциллографа импульса от приемного пьезопреобразователя, то время прохождения импульса по образцу
![]()
Расстояние х, проходимое лучом на экране осциллографа от момента запуска генератора развертки до прихода импульса с приемного пьезопреобразователя, будет
![]()
где V– скорость развертки. Но
![]()
где l– расстояние между излучающим и приемным пьезопреобразователями; Vr– скорость распространения ультразвука в образце.