Курсовая работа: Управление качеством технологического процесса изготовления редуктора цилиндрического одноступенчатого
К технологическому процессу сборки относят также переходы, связанные с проверкой правильности действий сборочных единиц и различных устройств, с регулированием машины и ее механизмов, с очисткой, мойкой. В сборочные процессы включаются также переходы, связанные с окраской и отделкой деталей, сборочных единиц и нередко машины в целом, а также переходы, связанные с регулировкой машины и ее механизмов, и переходы по разборке машины, если она отправляется потребителю в разобранном виде с целью удобства транспортировки.
Процесс сборки – это заключительный этап в изготовлении машины. На нем заключают формирование связей, предписанных конструкцией машины, и определяется ее качество.
Процесс сборки нельзя рассматривать как чисто механическое соединение деталей, так как при его выполнении на детали и сборочные единицы оказываются силовые, тепловые и другие виды воздействия, а точность изделия достигается с помощью технологических размерных цепей, возникающих в процессе сборки. Таким образом, определяя, в конечном счете, качество машины, технологический процесс сборки сам активно участвует в формировании ее качества.
В сборочные единицы включают переходы, связанные с очисткой, мойкой, окраской, отделкой деталей, сборочных единиц и изделия в целом, разборкой (если изделие отправляют потребителю в разобранном виде) и упаковкой изделия.
Последовательность общей сборки изделия зависит от его конструктивных особенностей и выбранных методов достижения требуемой точности.
Общая схема сборки редуктора цилиндрического одноступенчатого вертикального с внутренним зацеплением представлена в графической части.
5.1 Выбор вида и формы организации процесса сборки
Сборка является заключительным этапом изготовления машины, при котором окончательно формируются ее качественные показатели. Технический и организационный уровень сборки в значительной степени определяет надежность и долговечность машины.
На основе служебного назначения машины, ее сборочных и рабочих чертежей, размерного анализа и намеченного количества машин, подлежащих изготовлению в единицу времени и по неизменяемым чертежам, выбираются вид и организационную форму производственного процесса сборки машины. На выбор организационной формы влияют конструкция изделия, его размеры и масса, программа и сроки выпуска. Организационные формы устанавливаются отдельно для изделия и его составных частей. В общем случае они могут быть разными.
На основе рабочих чертежей, размерного анализа и намеченного количества деталей, подлежащих изготовлению в единицу времени и по неизменяемым чертежам, выбираются вид и организационная форма производственного процесса изготовления детали. Решающим фактором является количество изделий, подлежащих изготовлению.
Для данного редуктора, а именно, редуктора цилиндрического одноступенчатого вертикального с внутренним зацеплением мы применим непоточную стационарную сборку. Данная форма сборки характеризуется тем, что объект от начала и до конца сборки находится на одном и том же месте. Сборку ведут рабочий или бригада рабочих. Все необходимые детали и сборочные единицы доставляются на рабочее место. Выполнение сборочных работ распределяется между рабочими и бригадами бригадиром и мастером участка.
Для облегчения труда рабочие места или стенды оснащаются универсальными приспособлениями и подъемно – транспортными средствами. Оборудование (станки, прессы) размещают так, чтобы оно было доступно для рабочих с разных мест. Различия в уровне интенсивности труда рабочих и их квалификации приводит к удлинению цикла сборки и неравномерному выпуску изделий за единицу времени. Технико– экономические показатели такой формы организации процесса сборки изделия невысоки. По видам сборочные работы не расчленяются и между сборщиками заранее не распределяются.
Виды и формы организации технологического процесса сборки изделия можно представить в виде схемы, показанной на рисунке 4.
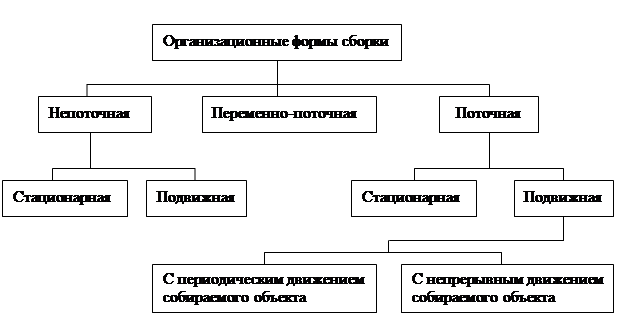
Рисунок 4 - Виды и формы организации технологического процесса сборки изделия.
Чёткую организацию сборочного процесса во времени позволяет осуществить циклограмма сборки.
Циклограмма – это графическое определение последовательности выполнения операций, переходов или приёмов сборочного процесса и затрат времени на их выполнение. При построении циклограммы в вертикальной колонке построчно записывают все операции, переходы и приёмы. Степень их дифференциации зависит от уровня циклограммы.
Анализ циклограммы позволяет не только определить общее время цикла сборки, но и наметить пути их сокращения, среди которых можно выделить два основных, наиболее часто используемых на практике:
- сокращение затрат времени на выполнение отдельных операций (переходов, приёмов) за счёт изменения режимов работы сборочного оборудования;
- сокращение во времени отдельных операций (переходов, приёмов).
Технологическая схема сборки и циклограмма представлены в графической части.
6 Проектирование технологического процесса изготовления детали
6.1 Определение типа и выбор формы организации процесса изготовления вала - шестерня
В машиностроении условно различают три основных типа производства: массовое, серийное и единичное.
При массовом производстве изделия изготавливаются непрерывно в течении нескольких лет. Характерным признаком массового производства является выполнение на большинстве рабочих мест только одной закрепленной операции.
При серийном производстве изготавливают серию изделий, регулярно повторяющихся через определенные промежутки времени. Характерный признак серийного производства – выполнение на рабочих местах нескольких повторяющихся операций.
При единичном производстве выполняются изделия широкой номенклатуры в малых количествах, которые либо не повторяются совершенно, либо повторяются через неопределенное время.
Задача разработки технологического процесса обработки детали заключается в нахождении для данных производственных условий оптимального варианта перехода от полуфабриката, поставляемого на машиностроительный завод, к готовой детали. Выбранный вариант должен обеспечивать требуемое качество детали при наименьшей ее себестоимости.
По заданию годовой объем выпуска вала-шестерни составляет 3000 шт.; масса – 15,89 кг.
Используя эти данные, устанавливаем тип производства - мелкосерийное.
Количество изделий в партии для одновременного запуска определяем по формуле: