Курсовая работа: Установка для механизированной наплавки кольцевого шва со слежением за вылетом электрода
Сварочная головка АБС
Её характеристики:
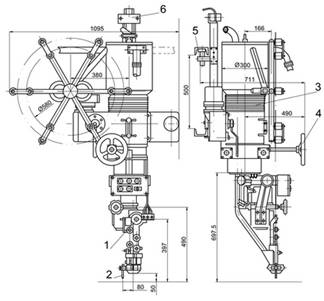 Головка предназначена для автоматической сварки электродной проволокой диаметром 2 и 6 мм на силах тока до 2000 А. В состав головки входит подающий ролик 1, указатель 2, защитный чехол 3, маховик подъема головки 4, фрикцион тележки 5 и клипса для токоведущих кабелей.
Головка предназначена для автоматической сварки электродной проволокой диаметром 2 и 6 мм на силах тока до 2000 А. В состав головки входит подающий ролик 1, указатель 2, защитный чехол 3, маховик подъема головки 4, фрикцион тележки 5 и клипса для токоведущих кабелей.
Технические данные:
Скорость подачи проволоки, м/ч 28.5 – 225;
Поперечная корректировка, мм ± 75;
Наклон электрода к вертикали, град:
Вдоль шва - 60;
Поперек шва ± 45;
Вертикальная настройка, мм 100;
Угол поворота головки вокруг вертикальной оси, град. ± 90;
Скорость сварки, м/ч 35 – 112;
Вес, Н 1600
Данную сварочную головку можно закрепить на велосипедной тележке ВТ-2 предназначенной для перемещения самоходных сварочных автоматов при сварке прямолинейных поперечных, продольных и кольцевых швов.
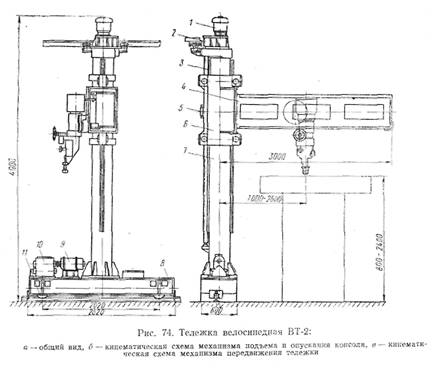 Велосипедная тележка состоит из платформы 8, стойки 7, консоли 4, каретки 6 и двух электроприводов — передвижения тележки и I вертикального перемещения консоли. Передвижение тележки на катках 11 осуществляется электродвигателем 9 через редуктор 10, зубчатую 12 и червячные 13 передачи, установленные на платформе. Тележка перемещается по нижнему рельсу и верхним направляющим, укрепленным на колоннах, с рабочей сварочной и маршевой скоростями. Рабочая скорость регулируется путем изменения числа оборотов электродвигателя постоянного тока при помощи реостата. Рабочая скорость переключается на маршевую посредством электромагнитной муфты с дистанционным управлением. Вертикальное перемещение каретки с консолью осуществляется от электродвигателя 1 через двухступенчатую зубчатую передачу 2, ходовой винт 3 и гайку 5, укрепленную на каретке. Каретка перемещается по вертикальным направляющим стойки на четырех роликах.
Велосипедная тележка состоит из платформы 8, стойки 7, консоли 4, каретки 6 и двух электроприводов — передвижения тележки и I вертикального перемещения консоли. Передвижение тележки на катках 11 осуществляется электродвигателем 9 через редуктор 10, зубчатую 12 и червячные 13 передачи, установленные на платформе. Тележка перемещается по нижнему рельсу и верхним направляющим, укрепленным на колоннах, с рабочей сварочной и маршевой скоростями. Рабочая скорость регулируется путем изменения числа оборотов электродвигателя постоянного тока при помощи реостата. Рабочая скорость переключается на маршевую посредством электромагнитной муфты с дистанционным управлением. Вертикальное перемещение каретки с консолью осуществляется от электродвигателя 1 через двухступенчатую зубчатую передачу 2, ходовой винт 3 и гайку 5, укрепленную на каретке. Каретка перемещается по вертикальным направляющим стойки на четырех роликах.
Прямолинейные поперечные швы сваривают при неподвижной тележке и перемещении сварочного аппарата по консоли. Прямолинейные продольные швы — при перемещении тележки с рабочей сварочной скоростью. Кольцевые швы — при неподвижной тележке и вращении изделия на вращателе манипуляторе или роликовом стенд; с рабочей скоростью сварки.
Наплавка осуществляется во вращателях ВГ-4 :
Вращатели предназначены для вращения цилиндрических изделии со сварочной скоростью при автоматической сварке
Вращатели состоят из передней приводной стойки 1 , задней неприводной стоики 5, передвижной опоры 3 и рельсового пути 6, укрепленного на фундаментной раме.
Передняя стойка имеет механизм вращения, состоящий из электродвигателя постоянного тока 7, цилиндрической 8 и червячной 9 передач. Шестерня червячной передачи укреплена на шпинделе планшайбы 2. Скорость вращения планшайбы плавно регулируется путем изменения числа оборотов электродвигателя с помощью потенциометра.
Короткие изделия закрепляются только на планшайбе передней стойки. Изделия большой длины или имеющие момент относительно опорной плоскости больше допустимого для передней стойки либо устанавливаются с применением поддерживающей роликоопоры 3 , либо закрепляются на планшайбах 2 и 4 парадней и задней стоек. В зависимости от длины свариваемого изделия опору 3 и заднюю стойку 5 перемещают вручную по рельсовому пути 6 и закрепляют в нужном положении стопорными захватами.
 Детали центрируют друг относительно друга с помощью кольцевой винтовой распорки, разжимающей обечайку в нескольких точках, расположенных равномерно по окружности.
Детали центрируют друг относительно друга с помощью кольцевой винтовой распорки, разжимающей обечайку в нескольких точках, расположенных равномерно по окружности.