Курсовая работа: Зварювання неплавким електродом в захисному газі
Зміст
Вступ
Аналіз процесу зварювання
Структура дослідницької установки
Література
Вступ
Моніторинг зварних з’єднань за електричними показниками дуги в процесі зварювання в середовищі інертних газів (Аr) неплавким електродом, дозволяє виявляти дефекти, котрі можуть виявитись під час зварювання. Це дає змогу зменшити кількість браку та збільшити продуктивність процесу зварювання на підприємстві. Для початку аналізу отриманих даних головною задачею є налагодження елементів установки та системи вимірювання.
Аналіз процесу зварювання
При зварюванні неплавким електродом в захисному газі (рис. 1) в зону дуги, що горить між неплавким електродом і виробом через сопло подається захисний газ, що захищає неплавкий електрод і основний розплавлений метал від дії активних газів атмосфери. Теплотою дуги розплавляються кромки зварювального виробу. Розплавлений метал зварювальної ванни, кристалізується, утворює зварний шов.
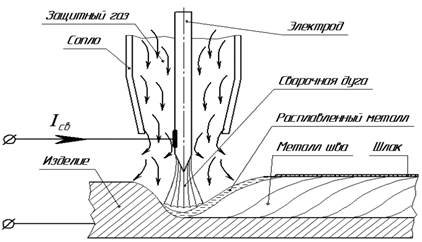
Рис. 1. Схема зварювання неплавким електродом
Електрод виготовляють з графіту, вольфраму, міді, міді зі вставкою з тугоплавкого металу - вольфраму, цирконію, гафнію.
Захисний газ повинен бути інертний до металу електрода і до зварюваної металу. В якості захисного газу при зварюванні вольфрамовим електродом застосовують аргон, гелій, суміш аргону та гелію; для зварювання міді мідним електродом або мідним електродом зі вставкою з гафнію (цирконію) можна застосувати азот.
Для раціонального витрачання дорогих інертних газів (Ar, He) при зварюванні сталей створюють комбінований захист (рис. 2).
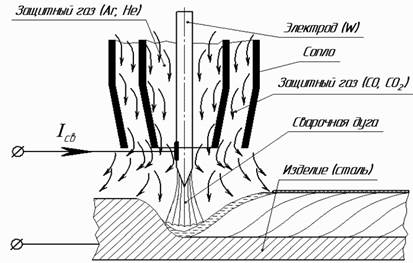
Рис 2. Схема зварювання неплавким електродом з комбінованим захистом.
При зварюванні металу великої товщини для забезпечення проплавлення основного металу та отримання необхідних геометричних параметрів зварювального шва, зварювання ведуть по зазору або з обробленням крайок з додаванням присадкового (найчастіше у вигляді дроту) металу (рис. 3)
Переваги способу зварювання неплавким електродом:
· Висока стійкість дуги незалежно від роду (полярності) струму;
· Можливе одержання металу шва з часткою участі основного металу від 0 до 100%;
· Змінюючи швидкість подачі і кут нахилу, профіль, марку присадкового дроту можна регулювати хімічний склад металу шва і геометричні параметри зварювального шва.
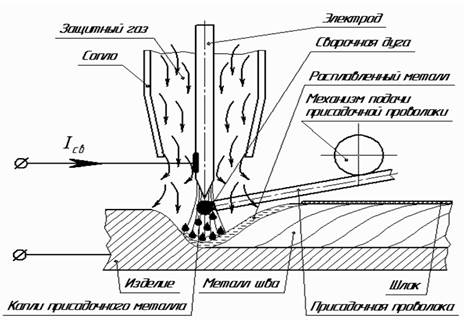
Рис 3. Схема зварювання неплавким електродом з присадкою.
Недоліки способу зварювання неплавким електродом:
· Низька ефективність використання електричної енергії (коефіцієнт корисної дії від 0,40 до 0,55);
· Необхідність в пристроях, що забезпечують початкову збудження дуги;
· Висока швидкість охолодження зварного з'єднання.
Області застосування способу зварювання неплавким електродом:
· Зварювання тонколистового металу;
· Зварювання сталей всіх класів, кольорового металу і їх сплавів;
· Можливо отримання якісних зварних з'єднань при зварюванні різнорідних металів.
Структура дослідницької установки
--> ЧИТАТЬ ПОЛНОСТЬЮ <--