Лабораторная работа: Построение эвольвентных профилей зубьев колес методом обкатки
Цель работы - изучение теоретических основ нарезания зубчатых колес методом обкатки зубчатой рейкой и построение профилей зубьев колес с помощью прибора.
Методы образования зубьев
Зубья колес изготовляют накатыванием или нарезанием.
Накатывание зубьев производится накатным инструментом путем пластического деформирования венца стальной заготовки колеса, нагретой токами высокой частоты.
Нарезание зубьев – технологический процесс, который заключается в вырезании материала, расположенного на месте будущей впадины.
Метод копирования - впадины зубчатого венца прорезаются инструментом, профиль режущей части которого соответствует очертаниям впадины. Нарезание производится дисковой (рис. 1. а) или концевой (рис. 1. б) фрезой. После прорезания одной впадины заготовка поворачивается на величину углового шага и процесс повторяется.


Рис. 1. Фрезерование зубьев цилиндрического колеса
Фрезой одного модуля прорезают впадины в определенном диапазоне чисел зубьев( образование зубьев колес протягиванием, холодной или горячей штамповкой, прессованием и литьем под давлением).
Метод обкатки - процесс нарезания зубьев уподобляется процессу зацепления пары зубчатых колес, когда одно из колес снабжено режущими элементами, называется производящим колесом. Режущим инструментом может быть зубчатая рейка (рис.2) долбяк(рис. 2.б), червячная фреза(рис. 2.в).
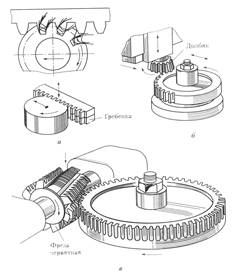
Рис. 2. Нарезание зубьев методом обкатки
Достоинством зубчатой рейки как инструмента является простота конструкции. Благодаря этому достигается высокая точность изготовления инструмента и нарезаемых рейкой колес. Процесс нарезания колеса рейкой осуществляется при поступательном и вращательном перемещении заготовки в горизонтальной плоскости относительно рейки и при возвратно-поступательном движении рейки в вертикальной плоскости. Преимущество - более высокая производительность изготовления колес и возможность нарезания одним и тем же инструментом зубчатых колес с разным числом зубьев.
Исходный контур
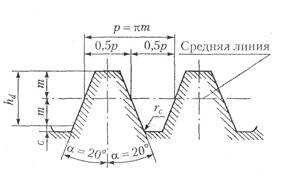
Рис. 3. Параметры исходного контура
Модулем называется линейная величина, в π раз меньшая шага зубьев.
Окружность колеса, для которой модуль имеет стандартную величину - делительная окружность. Прямая, проходящая по середине общей высоты зубьев рейки, называется модульной прямой рейки.
При нарезании методом копирования инструмент настраивается так, чтобы начальная прямая рейки катилась без скольжения по делительной окружности нарезаемого колеса. Получаем зубчатое колесо без смещения (рис. 4. а).
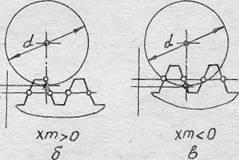

Рис. 4. Положение рейки относительно колеса
При смещении модульной прямой рейки относительно делительной окружности в направлении от центра колеса образуется зубчатое колесо с положительным смещением (рис. 4. б). Если модульная прямая рейки смещена относительно делительной окружности зубчатого колеса к его центру, то образуется зубчатое колесо с отрицательным смещением (рис. 4. в). При положительном смещении рейки увеличиваются диаметры окружности вершин зубьев, диаметры окружности впадин, более толстые зубья у основания и большие радиусы кривизны эвольвент профиля, ширина зуба у вершины уменьшается (рис. 5). При отрицательном смещении возможно подрезание зубьев.
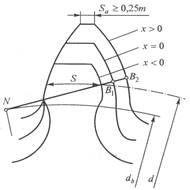
Рис. 5. Форма зуба в зависимости от смещения
Подрезание ослабляет ножку зуба и во многих случаях является недопустимым. Минимальное число зубьев колеса без смещения, которое можно изготовить без подрезания ножки зуба колеса, равно 17.При необходимости изготовления колес с числом зубьев, меньшим Zmin, изготовляют колеса с положительным смещением.![]() Нормальная толщина зуба на поверхности вершин изготовленного колеса должна быть больше 0,3 m.
Нормальная толщина зуба на поверхности вершин изготовленного колеса должна быть больше 0,3 m.
Колесо с положительным смещением имеет более прочную ножку зуба.
Описание прибора
Прибор ТММ-42 дозволяет построить на бумаге эвольвентные профили зубьев зубчатых колес без смещения, а также зубчатых колес с положительным и отрицательным смещением.
Прибор содержит:
--> ЧИТАТЬ ПОЛНОСТЬЮ <--