Лабораторная работа: Проектирование технологических процессов восстановления деталей
Вывод: Было произведено измерение размеров цилиндров, максимальный износ составил 0,23 мм (разница) в четвёртом цилиндре; это превышает допустимый (0,15 мм), поэтому следует произвести расточку до следующего ремонтного размера до (76,8 мм).
Было произведено измерение плоскости разъёма с головкой цилиндров, не плоскость составила 0,07 мм при допустимой 0,1 мм.
Так же были произведены измерения коленчатого вала. В результате измерения диаметра шеек, было выявлено, что износ составляет 0,13-0,15 мм. Т.е. колен вал необходимо шлифовать до 2-го ремонтного размера (0,50). При измерении коренных шеек износ составил 0,1-0,12 мм, необходимо шлифовать до ремонтного размера 0,25.
Было произведено измерение диаметров поршня, т.к. поршня группы Е, то номинальный 76,37-76,38 мм, по измерениям износ поршня составил 0,03-0,04 мм. При дефектации были выявлены задиры юбки поршня 4-го цилиндра.
Было произведено измерение шатунов, эллипсность отверстия шатуна составила 0,02 мм, размер соответствует номинальному.
Лабораторная работа № 2.
Разработка карты дефектации и ремонта деталей цилиндро-поршневой группы
Цель работы – ознакомиться с основными дефектами деталей цилиндро-поршневой группы; разработать карту дефектации.
Карта дефектации и ремонта
|
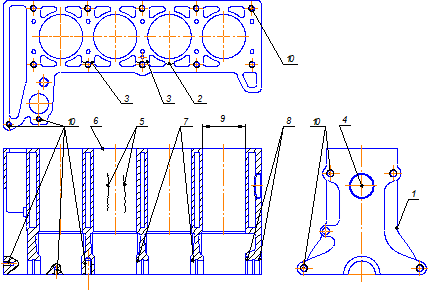
Блок цилиндров |
____________ |
__________ |
__________ |
|
Обозначение и наименование изделия, составной части |
№ позиции |
№ эскиза |
№ карты |
|
обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерения |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|
1 |
Трещины в рубашке охлаждения |
Осмотр. Проверка под давлением 3,5-4 кг/см2 |
- |
1. Замена. К-во Просмотров: 749
Бесплатно скачать Лабораторная работа: Проектирование технологических процессов восстановления деталей
|