Лабораторная работа: Структура и свойства цементованной стали
на поверхности заэвтектоидную, состоящую из перлита и вторичного цементита, образующего сетку по бывшему зерну аустенита; звтектоидную, состоящую из однородного пластинчатого перлита и доэвтектоидную, состоящую из перлита и феррита. По мере удаления от поверхности к сердцевине количество перлита уменьшается, а феррита увеличивается.
За глубину цементованного слоя принимается сумма заэвтектоидной, эвтоктоидной и половины доээтектоидной зон (до содержания 0,4-0,5 % С).
Независимо от способа цементации концентрация углерода в поверхностном слое не должна превышать 1,1-1,2 %. Более высокое содержание ведет к повышению хрупкости стали.
Задача цементации - получить высокую поверхностную твердость и износоустойчивость при вязкой сердцевине не решаются одной цементацией. Цементацией достигается лишь выгодное распределение углерода по сечению. Окончательно формирует свойства цементованно детали последующая закалка, после которой на поверхности получается высокоуглеродистый мартенсит, а сердцевина сохраняет нужную твердость и высокую вязкость. После закалки для снятия внутренних напряжений цементованные детали подвергают низкому отпуску при температурах 150-200 0 С.
В итоге обеспечивается твердость поверхности HRC 58-62 и сердцевины – HRC 25-35 для легированных сталей. Для углеродистых твердость сердцевины еще ниже.
При назначении режима термической обработки цементованных деталей необходимо учитывать следующие обстоятельства:
l. Длительный нагрев при цементации вызывает рост аустенитного зерна.
2. Цементованные детали имеют неравномерное распределение углерода по сечению – 0,8-1,2 % с поверхности и 0,I-0,3 %- в сердцевине.
В зависимости от требований, которые предъявляются к цементованным деталям, применяются различные варианты термической обработки (рис 3).
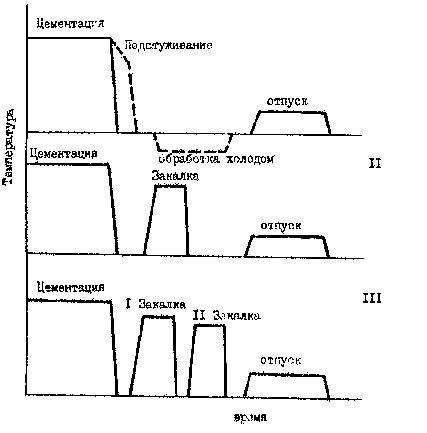
1. Закалка с цементационного нагрева (900-950 0 С). Это наиболее простой способ, применяется после газовой цементации для деталей, от которых требуется только поверхностная твердость. Другие механические свойства здесь невысоки, т.к. при таком режиме не устраняется крупнозернистое строение, полученное в результате длительной выдержки при цементации. На поверхности образуется структура крупно игольчатого мартенсита с большим количеством остаточного аустенита из-за закалки с высоких температур, что ведет к снижению твердости. В сердцевине структура крупнозернистых феррита и цементита.
Однако закалка с цементационного нагрева обеспечивает меньшую деформацию деталей и значительно дешевле по сравнению с другими режимами.
Недостатки этого способа в значительной степени можно уменьшить, если применять:
1) наследственно мелкозернистые стали;
2) подстуживание после цементации до 750-800 0 С; это не снижает количество А ост., но уменьшает внутренние напряжения:
3) обработку холодом, которая обеспечивает дополнительное превращение А ост. и повышение твердости поверхностного слоя.
П. При повышенных требованиях к структуре и свойствам деталей они охлаждаются после цементации на воздухе, а потом подвергается закалке с температуры 650-900 0 С, которая выше верхней критической точки (АС3) для сердцевины и поверхности. В результате в сердцевине происходит полная перекристаллизация и зерно измельчается. В поверхностном слое растворяется цементитная сетка, если она образовалась при цементации и образуется структура крупно игольчатого мартенсита, т.к. такой нагрев является перегревом для эазвтектоидной стали (оптимальной температурой нагрева заэвтектоидной стали под закалку является АС1 +(30+50 0 С).
Конечной операцией является низкий отпуск при температуре 150-170 0 С.
III. При особенно высоких требованиях к цементованным деталям применяется двойная закалка с низким отпуском. Первая закалка проводится с температур выше критической точки АС3 сердцевины. Цель ее - уменьшить структуру сердцевины и растворить цементитную сетку, в поверхностном слое.
Вторая закалка проводится с температур, оптимальных для поверхностного слоя (на 30-50 0 С выше АС1 ). Цель ее - устранить перегрев на поверхности, полученный при первой закалке и обеспечить структуру мелко игольчатого мартенсита с вкрапленным избыточным цементитом. В сердцевине также обеспечивается мелкозернистая структура.
Цементация с последующей термической обработкой повышает предел выносливости изделий из-за образования в поверхностном слое значительных остаточных напряжений сжатия (400-500 МПа) и резко понижает чувствительность к концентраторам напряжений. Износостойкость и контактная прочность цементованных сталей высока и достигает 2000 МПа.